- 品牌
- 量化检测
- 公司名称
- 广东量化检测技术有限公司
- 安全质量检测类型
- 可靠性检测
- 所在地
- 广东
- 检测类型
- 行业检测
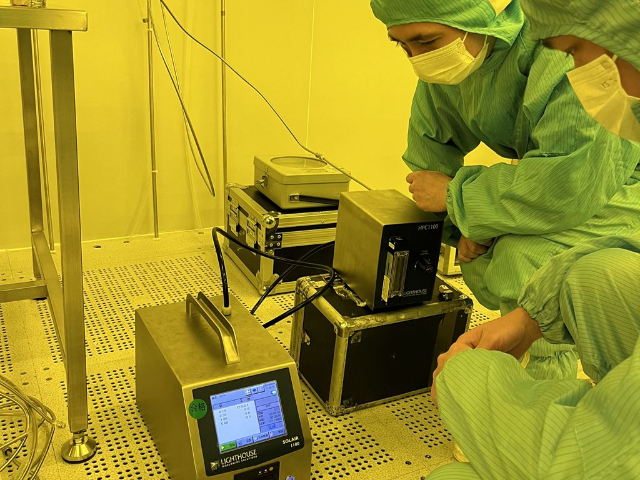
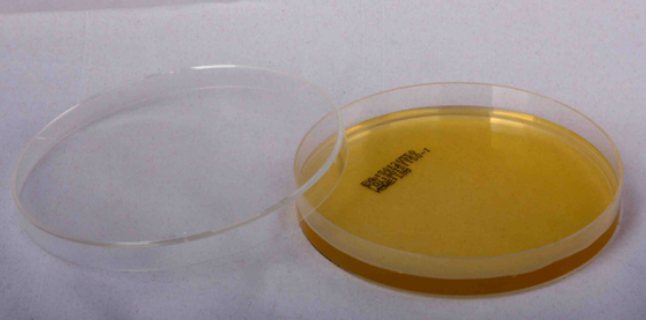
高纯气体系统工程中,浮游菌与颗粒污染物往往共存,因此需联动检测。浮游菌会附着在 0.1 微米以上颗粒表面,随气体传播,污染生产环境。例如在生物制药的高纯氮气系统中,浮游菌会导致药品染菌,而颗粒会保护细菌免受消毒剂作用。检测时,颗粒度合格(0.1μm 及以上颗粒≤1000 个 /m³)后,采集气体用撞击法检测浮游菌,每立方米需≤1CFU。检测需关注管道死角(如阀门腔室),这些部位易积聚颗粒和细菌;过滤器需采用除菌级滤芯(孔径 0.22μm),且需验证其完整性。这种联动检测能多方面保障气体洁净度,符合 GMP 等严苛标准。电子特气系统工程的水分(ppb 级)检测≤10ppb,防止特气水解腐蚀管道。云浮电子特气系统工程气体管道五项检测0.1微米颗粒度检测

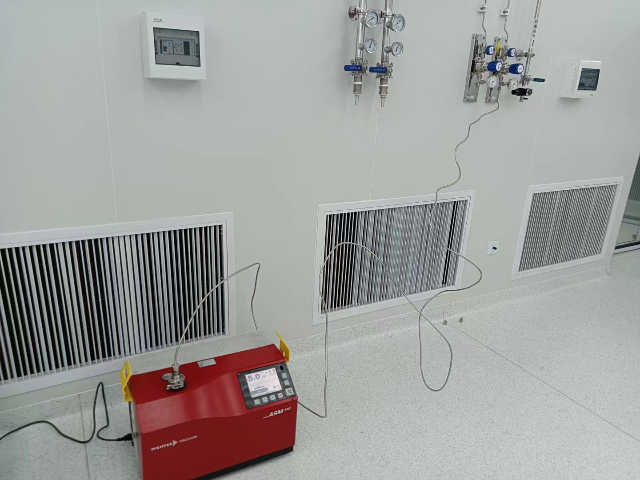
实验室气路系统的保压测试与水分检测需形成联动机制,因为管道一旦泄漏,外界潮湿空气会直接侵入,导致气体中水分含量骤升,干扰实验精度。例如气相色谱仪的载气(如高纯氮气、氦气)若因管道焊缝或接头泄漏吸入空气,水分含量可能从合格的 10ppb 飙升至 500ppb 以上,而水分会与色谱柱固定相反应,导致柱效下降、分离度降低,大幅缩短色谱柱使用寿命(正常寿命 2000 次进样可能缩减至 500 次)。 检测流程需严格遵循 “保压优先” 原则:先通过氮气保压测试(充压至 0.3MPa 后关闭阀门,24 小时压力降需≤1%),确认管道无泄漏后,再用露点仪检测水分含量(需≤50ppb);若保压测试不合格,必须先定位泄漏点(如用肥皂水涂抹接头观察气泡,或用氦检漏仪准确排查),修复后重新保压,合格方可进行水分检测。潮州电子特气系统工程气体管道五项检测水分(ppb级)电子特气系统工程的颗粒污染物控制,需结合 0.1 微米检测和管道吹扫工艺。
电子特气系统工程中,管道泄漏会吸入颗粒污染物,因此保压测试与颗粒度检测需联动。例如某半导体厂的特气管道因阀门泄漏,吸入车间粉尘,导致 0.1 微米颗粒超标,影响晶圆质量。检测时,保压测试合格(压力降≤0.5%)后,测颗粒度;若保压不合格,需修复后重新检测。电子特气系统的管道需采用无缝设计,避免死角积尘,而保压测试能验证焊接和阀门的密封性,颗粒度检测能验证清洁效果。这种关联检测能保障特气洁净度,符合半导体行业的高标准。
工业集中供气系统的管道内若存在 0.1 微米颗粒,会随气体进入精密设备,造成磨损和故障。例如在液压系统中,颗粒会划伤油缸内壁,导致漏油;在精密轴承装配中,颗粒会嵌入轴承滚道,缩短使用寿命。0.1 微米颗粒度检测需用颗粒计数器,在过滤器下游采样,采样体积≥100L,每毫升油液(或气体)中颗粒数(0.1μm 及以上)需≤1000 个。工业集中供气系统需安装多级过滤器(如前置过滤器、精密过滤器),滤芯精度需达 0.1μm,而颗粒度检测能验证过滤器性能 —— 若检测值超标,可能是滤芯破损或安装密封不良。通过颗粒度检测,可确保气体洁净度,减少设备故障,提高生产效率。工业集中供气系统的氦检漏,泄漏率≤1×10⁻⁸Pa・m³/s,保障气体输送效率。

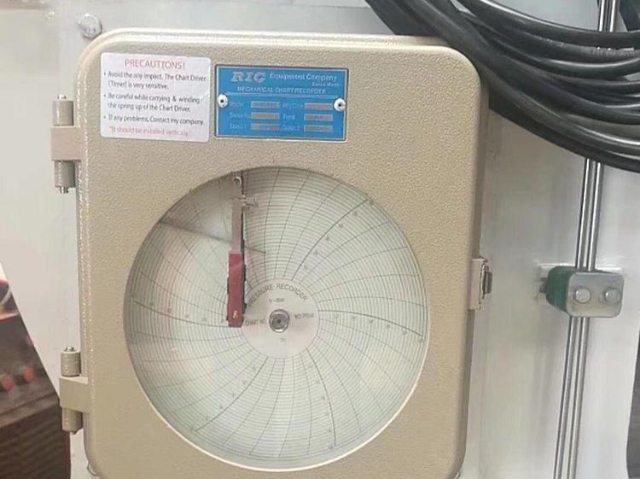
大宗供气系统的管道输送量大、距离长,微小泄漏会导致气体大量浪费,增加生产成本,氦检漏能准确发现这类问题。检测时,向管道内充入氦气(压力 0.3MPa),用氦质谱检漏仪在管道外侧扫描,泄漏率需≤1×10⁻⁷Pa・m³/s。大宗供气系统的管道多为螺旋缝埋弧焊钢管,焊接处若存在气孔、未焊透等缺陷,会导致泄漏 —— 例如某钢厂的氧气管道,年泄漏量可达 5000m³,损失超过 10 万元。氦检漏能定位这些泄漏点,尤其是埋地管道的泄漏(可通过地表氦气浓度检测发现),为修复提供准确位置,降低气体损耗。对于大宗供气系统而言,氦检漏不*是质量保障手段,更是降本增效的重要措施。大宗供气系统保压测试覆盖全管道,压力 0.8MPa,12 小时压降≤0.1MPa,减少气体浪费。湛江气体管道五项检测水分(ppb级)
实验室气路系统的 0.1 微米颗粒度检测,每立方米≤5000 个,防止颗粒污染实验样品。云浮电子特气系统工程气体管道五项检测0.1微米颗粒度检测
工业集中供气系统的保压测试不*关乎密封性,还与系统运行噪声相关。若管道存在微漏,气体高速泄漏会产生湍流噪声,影响车间环境。保压测试时,充压至 0.8MPa 后,除监测压力降(≤0.02MPa/24h),还需用声级计在管道 1 米处检测噪声,应≤65dB (A)。例如在空压机集中供气系统中,管道法兰泄漏会产生 80dB (A) 以上的噪声,长期暴露会危害工人听力。通过保压测试结合噪声检测,可快速判断泄漏是否存在:若压力降正常但噪声超标,可能是阀门开度不当;若压力降超标且噪声异常,则需定位泄漏点修复。这种联动检测能提升工业集中供气系统的安全性与舒适性。云浮电子特气系统工程气体管道五项检测0.1微米颗粒度检测

在半导体制造、实验室供气、医院医用气体系统等对气体纯度要求较高的工程中,管道是连接气源与工艺设备的输送通道。焊接过程中产生的氧化皮、切削加工残留的金属碎屑、施工期间进入管道的水分,以及接头密封不良引发的微量渗透,都会对管道内输送的高纯气体造成污染。依据GB 50646-2020《特种气体系统工程技术标准》的规定,管路外观检查合格后,须进行压力、氦检漏、颗粒、水分、氧分共五项测试,测试合格后方可提交相应测试报告并得到相关人员签字认可。这五项测试中,保压测试和氦检漏测试侧重于验证管道系统的密封性能和结构完整性,属于安全类检测项目;颗粒含量测试、水分含量测试和氧含量测试则着重评估管道内部的气体洁净度...
- 技术气体管道五项检测资格 2026-06-23
- 宝安区什么是气体管道五项检测 2026-06-22
- 番禺区气体管道五项检测好处 2026-06-22
- 龙华区气体管道五项检测商家 2026-06-21
- 宝安区多久气体管道五项检测 2026-06-20
- 咨询气体管道五项检测出厂价 2026-06-19
- 哪个气体管道五项检测供应商家 2026-06-19
- 医用空气气体管道五项检测活动 2026-06-19
- 企业气体管道五项检测案例 2026-06-19
- 贸易气体管道五项检测收费套餐 2026-06-18

- 综合气体管道五项检测好处 2026-06-16
- 本地气体管道五项检测系统 2026-06-16
- 上门气体管道五项检测服务电话 2026-06-14
- 南海区气体管道五项检测服务 2026-06-13
- 品牌气体管道五项检测介绍 2026-06-13
- 龙岗区国际气体管道五项检测 2026-06-13




- 白云区本地气体检测 06-24
- 管理医院医用气体系统验收选择 06-24
- 广东医院医用气体系统验收联系人 06-24
- 南山区智能化仪器校准 06-24
- 金湾区医院医用气体系统验收服务电话 06-24
- 钻研医院医用气体系统验收专卖 06-23
- 物流气体管道五项检测类型 06-23
- 电商医院医用气体系统验收类型 06-23
- 揭阳本地仪器校准 06-23
- 云浮压缩气体检测资格 06-23