- 品牌
- 量化检测
- 服务项目
- 洁净室检测
万级洁净室的悬浮粒子检测因对环境洁净度要求严苛,需建立更精密的检测体系。每个采样点的采样量必须充足,通常单次采样体积不低于100L(针对≥0.5μm粒子),通过大体积采样确保能捕捉到微量悬浮粒子(如单次检测中≥0.3μm粒子浓度可能低至几十粒/m³),避免因采样量不足导致数据失真。检测频率明显高于十万级等低等级洁净室,通常要求每周至少检测一次,关键操作区(如灌装工位)需加密至每3天一次,通过高频次监测及时捕捉粒子浓度波动。检测过程中,需通过趋势分析软件记录连续数据,重点关注浓度的阶梯式上升(如连续两次检测结果增幅超过20%)或突发性峰值,一旦出现异常,立即排查潜在原因:可能是高效过滤器泄漏、洁净服穿戴不规范,或是设备密封失效产生粉尘。针对原因采取针对性措施,如更换泄漏的过滤器、强化人员操作培训、检修设备密封件等,防止粒子浓度持续升高导致洁净度等级下降。这种“足量采样+高频监测+趋势预警”的模式,能为万级洁净室的粒子管控提供精细数据支撑,是保障药品、微电子等高精度产品质量的重要环节。高效过滤器检测周期为每年一次,万级洁净室需重点检测过滤器边框密封性,防止泄漏。云浮十万级洁净室检测表面微生物

温湿度是洁净室生产环境的关键参数,其波动过大会直接影响产品质量稳定性,尤其在医药、食品等行业表现明显。以软胶囊车间为例,当环境湿度低于45%时,囊壳会因水分快速流失出现干裂、脆化,影响药效封装;若湿度高于65%,软胶囊表面易吸潮发黏,导致批量粘连,无法正常分装。类似地,电子车间温湿度异常可能引发元器件氧化或静电损伤,可见温湿度控制的重要性。解决温湿度波动问题需从设备源头着手:定期校准空调系统的温湿度传感器,确保检测精度;清洗表冷器(去除水垢与尘垢)以提升换热效率;及时更换加湿器滤芯(避免微生物污染与喷雾不均)。为严格管控风险,需设定应急机制:当温湿度数据连续超标4小时且无法通过调整恢复时,必须停机整改,待参数稳定后再重启生产,避免不合格产品流入下一道工序。这种“精细调控+应急止损”的管理模式,是保障产品质量一致性的重要手段。茂名洁净室检测沉降菌洁净室的风量检测需覆盖所有送风口,万级洁净室总风量偏差应控制在 ±10% 内,确保气流组织合理。

洁净室的设备布局需严格遵循“不交叉、不迂回”的重要原则,通过科学规划减少污染风险并提升操作效率。产尘量大的设备(如粉碎机、混合机)需紧邻排风口或局部排风装置布置,利用负压快速抽走粉尘,防止扩散至洁净区域;而洁净度要求高的设备(如无菌灌装机、冻干机)则需远离污染源,优先置于气流组织的重要区域(如送风风口正下方),确保受污染概率减少。同时,必须实现人流与物流通道完全分离,人员从更衣区进入操作区,物料通过特定传递窗或物流通道输送,避免交叉路径引发的气流扰动与污染。设备间距需满足清洁与检测需求:相邻设备间距≥80cm,预留足够空间供人员使用长柄清洁工具(如无尘拖把),或进行设备维护、粒子计数器扫描;设备与墙面、立柱的距离≥50cm,防止形成清洁死角(如设备后方积尘难以清理)。为确保布局合规,每月需用激光测距仪对所有设备间距进行复核,记录偏差值(允许误差≤5cm),若因设备移位导致间距不足,需立即调整复位并分析原因(如固定装置松动),防止长期违规运行引发洁净度下降。这种精细化的布局管理,既能保障设备高效运行,又能为洁净室的日常维护提供便利,是污染防控体系的重要组成部分。
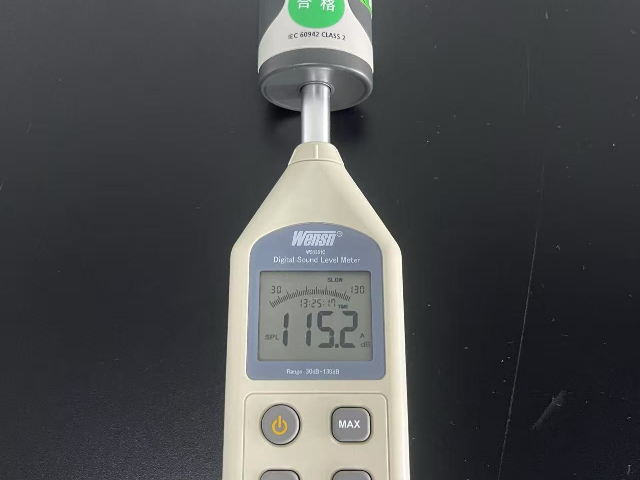
物料进入洁净室的传递过程需通过传递窗实现闭环管控,严格遵循标准化操作流程:先开启传递窗对外侧的门,将待传递物料(已去除外层包装)平稳放入内部,关闭外侧门确保密封;随后启动内置紫外线消毒装置,按每立方米1.5W功率照射30分钟,利用紫外线的杀菌作用灭活物料表面微生物;消毒完成后,从洁净室内侧开启传递窗门,快速取出物料,全程避免两侧门同时开启,防止气流互通导致的污染扩散。传递窗作为物料进出的关键节点,需强化日常维护:内置的高效过滤器需每月进行PAO扫描检漏,确保对≥0.3μm粒子的过滤效率达标;内部不锈钢表面每日用75%乙醇擦拭消毒,重点清洁角落与密封条缝隙,杜绝因清洁不到位成为交叉污染的“盲区”。所有传递操作需详细记录在案,内容包括物料名称、规格、传递时间、操作人员及消毒时长,形成完整的追溯链条。这个流程通过物理隔离与消毒干预的双重保障,既满足物料传递需求,又守住了洁净室的污染防控底线,是物料管理体系中的重要环节。洁净室噪声检测在操作位进行,空态下万级洁净室噪声应≤60dB (A),避免影响人员操作与设备。

洁净服的清洗流程需严格遵循标准化操作,通过多环节控制确保去除污染物的同时不损伤面料性能。首先用电阻率≥15MΩ·cm的纯水进行预洗,冲掉表面浮尘与脱落纤维;主洗阶段采用中性洗涤剂(如非离子型表面活性剂),按0.5%浓度配置洗涤液,在40℃水温下轻柔洗涤(避免高温破坏面料防静电涂层),通过精细的温度与浓度控制,平衡去污力与面料保护。漂洗环节需用18MΩ·cm的高纯水连续冲洗3次,彻底去除残留洗涤剂——若有洗涤剂残留,可能在洁净室环境中释放微粒,成为二次污染源。烘干时温度严格控制在≤60℃,防止面料收缩或老化,确保洁净服尺寸稳定性。清洗后的洁净服需转移至百级洁净室进行折叠包装,避免二次污染;灭菌环节采用121℃饱和蒸汽灭菌30分钟,通过高温高压杀灭面料纤维深处的微生物。为验证灭菌效果,每批次无菌服需随机抽取样品,进行无菌性检测(接种至营养琼脂培养基,35℃培养7天),确认无任何微生物存活。这种从清洗到灭菌的全流程标准化管理,是洁净服发挥防护作用的前提,也是洁净室污染防控的重要环节。沉降菌检测数据超标时,需增加消毒频次,并检查洁净室空调系统的微生物控制能力。深圳三十万级洁净室检测温度
照度检测不合格区域需更换灯具或调整位置,保证十万级洁净室操作区照明充足。云浮十万级洁净室检测表面微生物
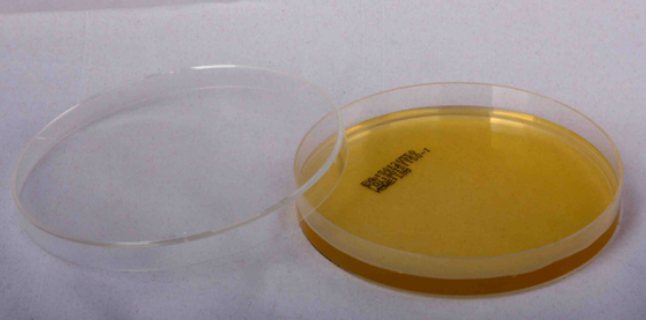
沉降菌培养皿的制备与操作需严格遵循无菌规范,确保检测结果的准确性。培养皿使用前必须经121℃高压蒸汽灭菌20分钟,通过高温高压彻底杀灭皿内及培养基中的微生物;灭菌后需随机抽取空白培养皿进行无菌性验证,若培养后出现菌落,则整批培养皿作废,防止污染干扰检测结果。采样时,培养皿需避开阳光直射(避免紫外线杀灭微生物)和送风口直吹区域(防止气流扰动导致菌落计数偏差),放置高度需与产品生产平面保持一致(如灌装线操作台高度),确保真实反映产品接触环境的微生物状态。暴露完成后,需立即加盖并倒置放入培养箱(30-35℃培养48小时),避免冷凝水滴落冲散菌落。菌落计数环节有明确判定标准:若出现单个菌落蔓延生长(覆盖培养皿1/3以上区域),需在记录中标注“多不可计”,并直接判定该采样点不合格。此时需重新规划采样方案,增加同区域检测点,直至结果全部合格,以此杜绝因微生物污染导致的产品质量风险。这一系列操作规范,是沉降菌检测数据有效性的重要保障。云浮十万级洁净室检测表面微生物

洁净室是通过控制空气中悬浮粒子浓度、微生物数量以及温湿度、静压差等环境参数,为特定生产过程创造的受控空间。在运行过程中,高效过滤器的性能衰减、围护结构的密封老化、人员操作与物料进出等因素,都会对洁净室的环境质量造成影响,且这些变化往往不易被直接察觉。洁净室检测正是评估各项环境指标是否符合设计要求和适用标准的验证手段。检测工作依据GB 50591-2010《洁净室施工及验收规范》、GB 50073-2013《洁净厂房设计规范》以及ISO 14644系列国际标准,运用激光粒子计数器对悬浮粒子进行粒径分级计数,使用浮游菌采样器采集空气中的活性微生物,配备风速仪测量风口风速和换气次数,借助压差计测定不...
- 香洲区智能化洁净室检测 2026-06-21
- 深圳洁净室检测平台 2026-06-21
- 数据洁净室检测怎么样 2026-06-20
- 白云区医用氧洁净室检测 2026-06-18
- 本地洁净室检测定做价格 2026-06-18
- 第三方洁净室检测定做价格 2026-06-16
- 清远咨询洁净室检测 2026-06-16
- 禅城区技术洁净室检测 2026-06-16
- 罗湖区电话洁净室检测 2026-06-16
- 国际洁净室检测是什么 2026-06-14

- 宝安区上门洁净室检测 2026-06-12
- 多久洁净室检测有哪些 2026-06-11
- 香洲区洁净室检测招商 2026-06-10
- 广州会计洁净室检测 2026-06-08
- 盐田区洁净室检测是什么 2026-06-07
- 运营洁净室检测厂家电话 2026-06-06



- 深圳洁净室检测平台 06-21
- 龙华区气体管道五项检测商家 06-21
- 珠海压缩空气检测销售 06-21
- 贸易医院医用气体系统验收中心 06-21
- 医用空气压缩气体检测要求 06-21
- 斗门区数据医院医用气体系统验收 06-20
- 宝安区多久气体管道五项检测 06-20
- 专业压缩空气检测信息中心 06-20
- 荔湾区如何压缩空气检测 06-20
- 香洲区气体检测是什么 06-20