- 品牌
- 璞拓
- 型号
- TCC-200
- 类型
- 链板输送机,螺旋输送机,振动输送机,斗式输送机
- 适用领域
- 化工,工业,医药,食品加工,农业等
- 加工定制
- 是
- 厂家
- 璞拓
- 产地
- 上海
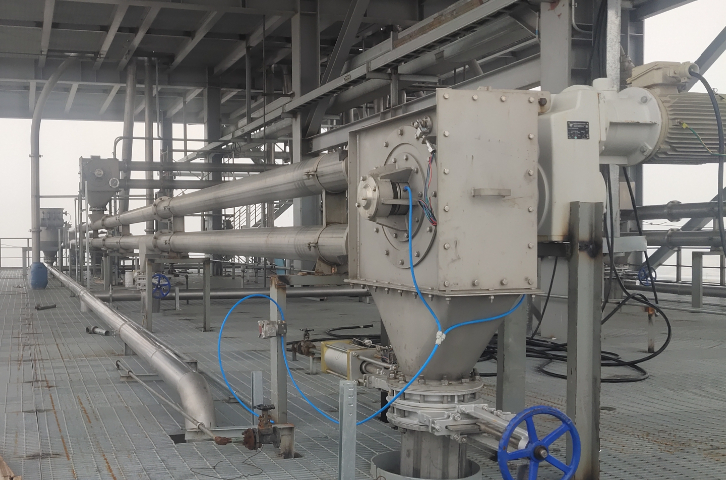
粉体输送系统:
璞拓管链输送机——粉体输送的环保之选在追求绿色、环保的今tian,璞拓公司推出的管链输送机以其环保、节能的特点,成为了粉体输送领域的佼佼者。**产品优势**:管链输送机采用封闭式输送结构,有效避免了粉体物料在输送过程中的泄漏和飞扬,降低了对环境的污染。同时,该设备还具有低噪音、低能耗的特点,符合国家的环保要求。**产品特征**:管链输送机采用耐磨、耐腐蚀的输送链条,确保了设备的长期稳定运行。此外,该设备还配备了智能控制系统和远程操控功能,方便企业进行设备管理和维护。**产品应用场景**:管链输送机广泛应用于化工、建材、食品、医药等行业的粉体物料输送作业。特别是在对环保有严格要求且需要高效输送的场景中,该设备能够发挥出色的性能,为企业创造更加环保、高效的生产环境。 振动输送机在输送过程中对物料的破碎和磨损较小,保证了物料的完整性。物料气力输送机生产厂家

粉体输送系统:管索输送机:设计选型及适合作业工况说明参考投料口破拱及防残留设计管道刮板机PK斗式提升机-简单其实不简单公司较详尽的管道输送机解说-多角度介绍收获全fangwei整机工作3D模拟-高大上不输给弯刮板散装车进仓轻松搞定-灵活轻便机动管索输送机在饲料生产越来越普遍,如何使用是一个问题,这里提供一些思路,一同探讨,希望你和我都有所获。
车间顶层:提升机出料改为管索输送机(1条或多条);溜管自流进后端设备(清理筛、分配器、永磁筒、振动筛等)改为管索输送机直接进料(出料口有局部短接)。设计优势:o降低了车间高度,减免了提升机机头检修平台,管索输送机机头检修可以借用清理筛检修平台。oo其中直接进分配器的管索输送机可以直接放置在车间顶楼层上或者分配器检修平台上。oo打破粉粒料仓的进料限制,充分利用管索输送机三维空间输送优势,粉料进仓原则上均可以交叉,有利于中控根据物料品种不同灵活调整配料仓。 物料气力输送机生产厂家通过粉体流换热器,企业实现了节能减排,降低了生产成本。

粉体输送系统:管索输送机:
设计选型及适合作业工况说明参考投料口破拱及防残留设计管道刮板机PK斗式提升机-简单其实不简单FLEXICON公司较详尽的管道输送机解说-多角度介绍收获全fangwei整机工作3D模拟-高大上不输给弯刮板散装车进仓轻松搞定-灵活轻便机动管索输送机在饲料生产越来越普遍,如何使用是一个问题,这里提供一些思路,一同探讨,希望你和我都有所获。思路1:车间地下室:o投料后、混合后、制粒后的刮板与竖直输送斗提机合并,更换为管索输送机(1条或多条),充分利用管索的三维空间输送优势,输送方向灵活。设计优势:不用考虑地块土质优劣,地下室高度可降低至2.5米,设计为局部地坑式,地基土建成本大幅降低,只考虑地坑设备检修时人员不碰头即可。
粉体流换热器应用:
化学粉末:大小颗粒尿素、氮磷钾复合肥、磷肥、硫酸铵、硝硫酸铵、硫酸钾、硝酸钾
化学制品:硼酸、氯化钙、次氯酸钙、脱氟磷酸盐、氯化钾、氯化钠、硫酸氢钠、氟硼酸钠、过碳酸钠、焦磷酸四钾、磷酸三钙、碳三酸钠、磷酸亚铁、硝酸铵钙
矿物与催化剂:粉焦、活性炭、炭黑、煤粉、氧化铝、催化剂、铬砂、黏土、铜粉、石灰石、氯化镍、镍窑灰、氧化镍、石油焦、磷矿、树脂覆膜砂、石英砂、铸造砂、白土、流化床裂化催化剂
聚合物:PE聚乙烯、PP聚丙烯、PA尼龙、PC聚氯丁烯、PET聚酯、PVC聚氯乙烯、TPU热塑性聚氨酯弹性体、EPR乙丙橡胶、ABS丙烯腈-丁二烯-苯乙烯塑料、POM聚甲醛、EVOH、LDPE
糖与食物产品:稻谷、黄豆、玉米、菜籽、葡萄籽、种子、食盐、饲料、淀粉、鸡精、甘氨酸、卡拉胶 该换热器在处理粉体物料时,展现出卓(zhuó)越的换热效果。
高效节能,璞拓柔性螺旋输送机助力环保生产
关键词:高效节能,柔性螺旋输送机,环保生产,精细输送,柔性螺旋输送机,璞拓
产品优势:低能耗、低噪音、高环保性。精确计量、稳定输送、低损耗。
产品特征:变频调速、节能电机、环保材料。高精度传感器、智能控制系统、耐磨材质。
应用场景:环保材料输送、废弃物处理。精确配料、物料分选。
柔性螺旋输送机是以挠性弹簧体作为运送构件,由电动机直接带动旋转(或经减速器减速后驱动)输送物料,适用于输送各种粉状、颗粒状、球状、片状等物料。该柔性螺旋输送机可以作直线输送,也可以弯曲输送,这种高度灵活性让使用者非常方便地不止各种设备。 采用先进技术的粉体流换热器,提升了热能利用效率。浙江物料气力输送机供应商
管索输送机,为现代工业生产提供了高效、环保的物料输送方案。物料气力输送机生产厂家
螺旋输送机是一种升降稳定性好,适用范围广的货物举升设备,主要用于高度差之间货物的传输;它与进出口的输送线组成一套完整的连续式升降系统。
璞拓粉粒体输送设备采用先进的物料处理技术,确保高效、稳定的物料输送。设备设计合理,维护简便, 降低了运行成本。产品特征:高精度计量系统,确保物料输送的准确性。耐磨材质,延长设备使用寿命。智能化控制系统,实现远程监控与故障预警。应用场景:适用于化工、食品、医药等行业粉粒体物料的自动化输送,提高生产效率,减少人力成本。 物料气力输送机生产厂家