电气控制系统是弯管机的“大脑”,其性能直接决定了设备的自动化程度与加工精度。传统弯管机采用继电器逻辑控制,通过预设的电气回路实现基本动作顺序;现代机型则普遍搭载可编程逻辑控制器(PLC)或工业计算机(IPC),结合触摸屏人机界面,支持加工参数的数字化输入、存储与调用。操作人员只需在控制面板上输入管径...
弯管机基本参数
- 品牌
- 张家港德宇机械有限公司
- 型号
- 齐全
弯管机企业商机
在操作流程中,管材的预处理是确保弯曲质量的首要环节。操作人员需使用专门用于工具去除管材表面的油污、锈蚀与毛刺,避免杂质嵌入模具或划伤管材内壁;对于长管材,还需通过校直机消除运输过程中产生的弯曲变形,确保管材轴线与弯曲模具中心线重合。装夹环节同样关键,夹紧装置需根据管材直径调整夹紧力,既要防止管材在弯曲过程中滑动,又要避免因夹紧力过大导致管材表面压痕。部分高级机型配备自动对中系统,通过激光定位或机械触点检测管材位置,自动调整夹紧装置与弯曲模具的相对位置,将装夹误差控制在±0.1毫米以内。弯管机在体育场馆设施制造中应用普遍。浙江89七轴弯管机操作规程

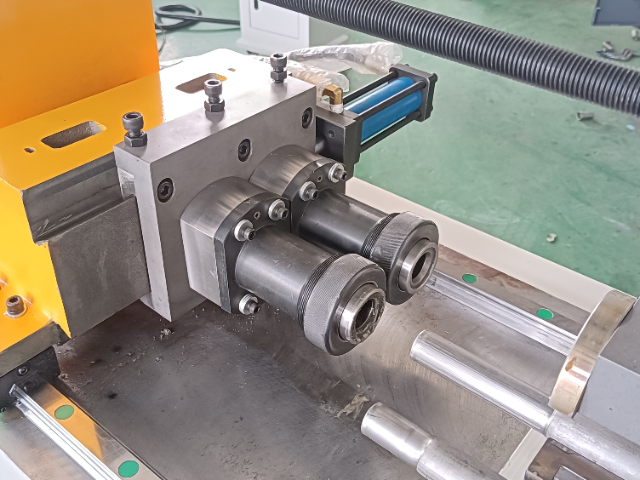
弯管机的结构设计高度集成化,通常由床身、弯曲机头、液压系统、电气控制系统四大关键模块构成。床身作为设备的基础框架,采用强度高合金钢铸造或焊接工艺,经时效处理消除内应力,确保长期使用中不变形、不振动,为高精度弯曲提供稳定支撑。弯曲机头是管材成形的关键执行部件,其内部集成夹紧装置、导向装置与弯曲模具,通过液压缸或伺服电机驱动实现管材的定位、夹持与弯曲动作。液压系统则通过高压油泵、电磁阀与液压缸的协同工作,将电能转化为机械能,为管材弯曲提供可控的推力与速度,部分高级机型还配备压力补偿装置,自动调整系统压力以适应不同管径与壁厚的加工需求。郑州89七轴弯管机价格弯管机具备良好的刚性结构,确保长时间运行稳定性。

弯管机的操作界面设计体现了人机工程学的关键原则。现代设备普遍配备触摸式数控面板,操作人员可通过图形化界面直观设置弯曲角度、半径等参数,系统自动生成加工路径并显示三维模拟图。这种设计大幅降低了对操作人员技能的要求,同时减少了人为误差的可能性。在参数输入过程中,系统会实时校验数据的合理性,例如当弯曲半径小于管材直径的1.5倍时,会自动触发警告提示,防止因参数设置不当导致加工失败。数控系统的记忆功能可存储多组加工档案,支持快速切换不同产品的生产需求,这在多品种、小批量的生产模式下尤为重要。操作界面的故障诊断模块能实时监测设备运行状态,当检测到油温异常、压力波动或传感器失效时,会立即在屏幕上显示错误代码并指导排查方向,明显缩短了设备停机时间。
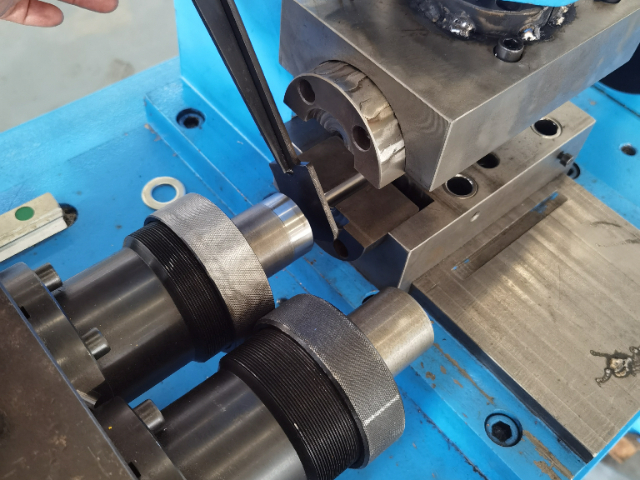
弯管机的模具系统是其实现高精度加工的关键组件。轮模、夹模、导模与芯棒的协同工作决定了管材的弯曲质量。轮模的曲面半径直接决定弯曲半径,其制造精度需控制在±0.05mm以内,表面粗糙度需达到Ra0.8μm以下,以避免加工过程中对管材表面造成划伤。夹模的设计需兼顾夹紧力与管材变形控制,过大的夹紧力会导致管材表面压痕,而夹紧力不足则可能引发管材滑动。导模的作用是在弯曲过程中对管材施加侧向压力,防止其过度变形,其安装位置需精确到毫米级。芯棒的选用尤为关键,对于薄壁管材,必须采用柔性芯棒以适应弯曲时的管壁变形,而厚壁管材则可使用刚性芯棒以提供更强的支撑力。模具的材质通常选用高铬合金钢,经淬火处理后硬度可达HRC58-62,既保证了耐磨性,又延长了使用寿命。弯管机在消防管道系统预制中应用普遍。

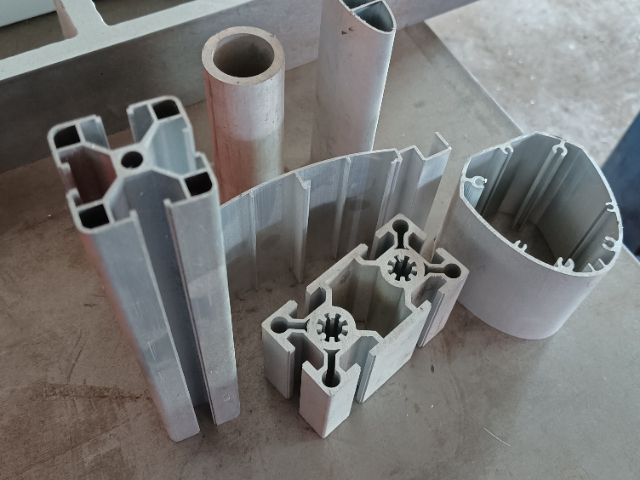
弯管机的模具更换便捷性是其适应多品种生产的关键。现代弯管机多采用快速换模系统,通过液压或气动装置实现模具的快速定位与锁紧,更换时间可缩短至几分钟以内。模具的标准化设计则进一步提升了更换效率,不同规格的模具采用统一的接口与安装方式,减少了更换过程中的调整工作。此外,模具的模块化设计也使得局部损坏的模具可快速更换损坏模块,无需整体更换,降低了维护成本。对于一些特殊形状的管材加工,弯管机还可配备专门用于模具,例如用于加工螺旋管的模具、用于加工异形管的模具等,满足了不同行业的个性化需求。弯管机可加工碳钢、不锈钢、铜、铝等多种金属管材。郑州89七轴弯管机价格
弯管机可实现管材弯曲后的自动校正与整形。浙江89七轴弯管机操作规程
弯管机的安全防护设计是其可靠运行的重要保障。机械防护方面,设备通常配备可移动的安全防护罩,在加工过程中自动闭合,防止操作人员接触运动部件。防护罩的材质需具备足够的强度与度,既保障安全,又不影响操作视野。电气安全方面,设备需符合国际电工委员会(IEC)的相关标准,所有带电部件均需可靠接地,并配备漏电保护装置。紧急停止按钮作为之后一道安全防线,其位置需醒目且易于触及,按下后需立即切断所有动力源,并触发制动系统使运动部件快速停止。此外,设备还需配备安全光幕或安全垫等非接触式防护装置,当检测到操作人员进入危险区域时,自动停止设备运行。安全联锁系统则确保设备在防护装置未到位或故障时无法启动,从源头上杜绝安全事故的发生。浙江89七轴弯管机操作规程
与弯管机相关的文章

河北小型弯管机市场报价
- 张家港单头液压弯管机品牌有哪些 2026-07-07
- 深圳数控弯管机生产厂家 2026-07-07
- 浙江伺服弯管机多少钱一台 2026-07-07
- 山东三维液压弯管机报价 2026-07-07
- 山东全自动弯管机操作规程 2026-07-07
- 广州上下料弯管机批发价格 2026-07-07
- 江苏多层模弯管机厂家价格 2026-07-05
- 河北双头弯管机持久耐用 2026-07-03
- 安徽伺服弯管机持久耐用 2026-07-02
- 张家港全自动三维数控弯管机 2026-07-01
- 深圳自动弯管机品牌有哪些 2026-06-29
- 安徽弯管机厂家价格 2026-06-28
与弯管机相关的产品



与弯管机相关的新闻
-
江苏双头液压弯管机批发价格 2026-06-21 06:04:33弯管机的技术发展趋势体现了制造业对高效、准确、智能的追求。数控技术的持续升级使得弯管机的加工精度与重复定位精度不断提升,现代设备已可实现±0.1°的弯曲角度精度与±0.1mm的半径精度。自动化程度的提高则通过集成机器人、视觉系统等技术实现,例如机器人自动上下料系统可减少人工干预,提升生产效率;视觉系...
-
北京全自动弯管机哪家好 2026-06-21 05:04:58弯管机的技术发展趋势体现了制造业对高效、准确、智能的追求。数控技术的持续升级使得弯管机的加工精度与重复定位精度不断提升,现代设备已可实现±0.1°的弯曲角度精度与±0.1mm的半径精度。自动化程度的提高则通过集成机器人、视觉系统等技术实现,例如机器人自动上下料系统可减少人工干预,提升生产效率;视觉系...
-
广州两轴全自动弯管机公司 2026-06-20 00:17:21弯管机的模具设计是影响加工质量的关键因素之一。模具材料需具备强度高、高硬度与良好的耐磨性,通常选用合金工具钢或硬质合金,经淬火与回火处理后硬度可达HRC58-62,可承受长期高压摩擦而不变形;模具结构则需根据管材直径、弯曲半径与加工精度要求进行优化:弯曲模具的圆弧半径需与目标弯曲半径一致,表面粗糙度...
-
重庆双头液压弯管机哪家好 2026-06-18 08:05:34弯管机的操作流程设计需兼顾效率与安全性。加工前,操作人员需根据管材规格选择合适的模具,并调整夹模、导模与芯棒的位置,确保管材在加工过程中保持稳定。参数设置环节需根据管材材质、壁厚以及弯曲半径等因素,合理设定弯曲速度、压力与角度等参数,避免因参数不当导致加工失败或设备损坏。加工过程中,操作人员需密切关...
与弯管机相关的问题
与弯管机相关的标签
新闻资讯
产品推荐
-
深圳钢管缩管机在线询价
2026-07-06 -
山东大型缩管机解决方案
2026-07-06 -

郑州高精度切铝机价钱
2026-07-06 -

广州塑料切铝机在线询价
2026-07-06 -
辽宁710切铝机选择
2026-07-05 -

上海425全自动切管机使用方法
2026-07-05 -
江苏多层模弯管机厂家价格
2026-07-05 -

浙江自动缩管机报价
2026-07-05 -

河南短管切管机多少钱一台
2026-07-05