缩管机的操作规范直接关系到加工质量与人员安全。操作前需检查设备各部件是否完好,包括液压油位、模具固定螺栓、电气线路连接等,确保无松动或泄漏现象。管材装夹时,应使用专门用于卡盘或V型铁,确保管材轴线与模具中心线重合,偏差不超过0.1mm,否则会导致缩径后管材弯曲或壁厚不均。加工过程中,操作人员需佩戴防...
缩管机基本参数
- 品牌
- 张家港德宇机械有限公司
- 型号
- 齐全
缩管机企业商机
缩管机的质量控制是保障产品一致性的关键。从原材料采购到成品出厂,需建立严格的质量管控体系:模具毛坯需经过超声波探伤检测内部缺陷,热处理后需检验硬度与韧性是否达标;机加工环节需通过三坐标测量仪检测模具尺寸精度,确保配合间隙符合设计要求;装配完成后需进行空载与负载测试,验证设备运行的稳定性与加工精度。标准化建设方面,行业需制定统一的缩管机性能测试标准,例如规定缩径后管材的圆度、直线度与壁厚偏差允许范围,以及设备连续运行时的故障率指标。通过质量控制与标准化建设的双重保障,缩管机能够为下游了行业提供更可靠、更稳定的管材加工解决方案。缩管机支持单缩、多级缩口及阶梯式变径成型工艺。河北碳钢缩管机公司
提升能源效率是缩管机绿色发展的关键方向。策略之一是优化液压系统设计,采用负载敏感泵替代传统定量泵,系统压力与流量随负载自动调节,避免“大流量小负载”导致的能量浪费,实测节能率可达25%-30%;策略之二是回收制动能量,在液压缸回程阶段,通过再生制动单元将液压马达产生的电能反馈至电网或储能装置,供设备其他部件使用,进一步降低能耗;策略之三是优化设备运行模式,开发智能启停功能,当设备空闲时间超过设定值(如5分钟)时,自动进入低功耗待机模式,关闭非必要电气元件,减少待机能耗;此外,采用LED照明替代传统卤素灯,降低照明系统能耗的同时,延长使用寿命。四川铝合金缩管机生产商缩管机可实现管材轴向定位与径向压缩协同控制。

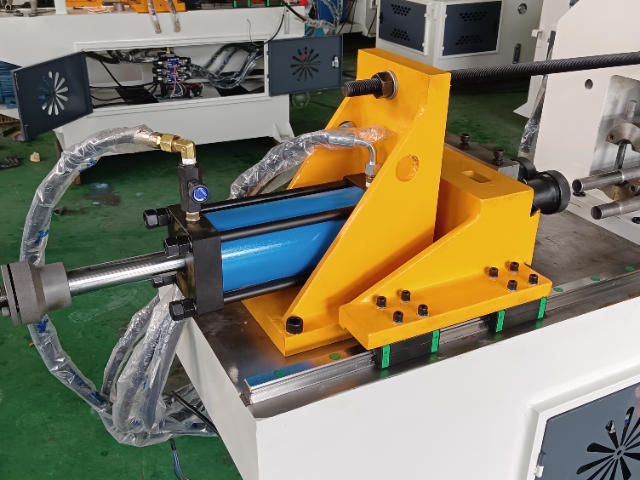
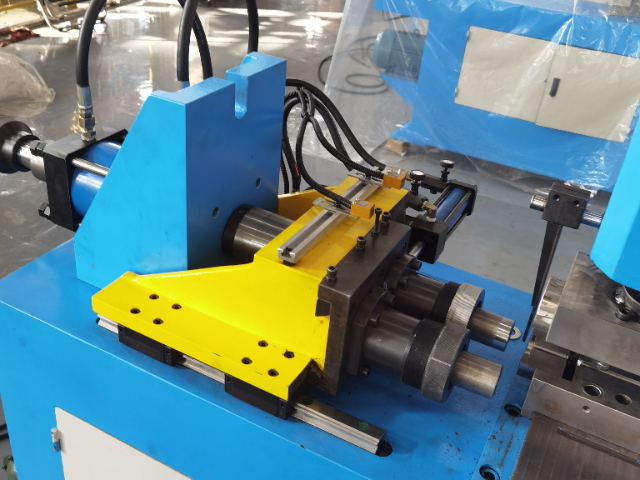
缩管机的结构通常由动力系统、传动机构、模具组件及控制系统四大模块构成。动力系统作为能量来源,多采用液压或电动驱动方式,其中液压系统凭借其输出力大、运行平稳的特点,成为重载加工场景的主选;而电动系统则因响应速度快、控制精度高,更适用于轻量化或自动化生产线。传动机构负责将动力转化为模具的直线或旋转运动,常见的有齿轮传动、链条传动及丝杠传动等,其设计需兼顾传动效率与运动稳定性,以减少能量损耗和机械振动。模具组件是缩管机的关键执行部件,其材质通常选用高硬度合金钢或硬质合金,经精密研磨和热处理后,表面硬度可达HRC60以上,能够承受长期高压摩擦而不变形。控制系统则通过传感器实时监测压力、位移等参数,并依据预设程序自动调整加工节奏,确保每一环节的精度可控。
缩管机的能耗管理是现代制造业关注的重点。液压型缩管机通过变频技术调节电机转速,使液压泵输出压力与实际需求匹配,避免能源浪费;机械传动型缩管机则通过优化齿轮组设计,减少传动过程中的摩擦损耗,提升能量传递效率。环保特性方面,缩管机采用干式加工工艺,无需使用冷却液,避免了切削液对环境的污染;其无切屑加工特性也减少了金属废料的产生,符合循环经济理念。此外,部分缩管机配备能量回收系统,将制动过程中的动能转化为电能储存,进一步降低设备能耗。通过能耗管理与环保设计的双重优化,缩管机在提升生产效率的同时,也为企业降低了运营成本与环境负担。缩管机可实现自动化连续作业,提升批量生产效率。
缩管机的工艺适应性体现在其对不同管材与加工需求的灵活响应。例如,针对薄壁管材,可采用低温缩径工艺,通过降低模具温度减少材料回弹;对于强度高合金管,则需采用分段加热缩径,利用热塑性提升材料形变能力。创新应用方面,缩管机与激光焊接技术的结合实现了管材缩径与焊接的一体化加工,明显缩短了生产周期;在异形管材加工中,缩管机通过定制模具可生产椭圆形、矩形等非标管材,满足特殊设计需求。此外,缩管机在复合材料管材加工中的应用也在探索中,通过优化模具结构与压力控制,实现金属与塑料、碳纤维等材料的复合缩径,为轻量化结构件制造提供新思路。缩管机配备安全防护装置,防止操作过程中的意外伤害。河北碳钢缩管机公司
缩管机在食品机械管路密封接头加工中符合卫生标准。河北碳钢缩管机公司
缩管机的耐用性也是其明显特点之一。在设计和制造过程中,缩管机采用了优良品质的材料和先进的加工工艺,确保了设备的结构强度和稳定性。其关键部件如模具、液压缸等均经过精心设计和严格测试,能够承受强度高的工作负荷和频繁的使用,不易出现磨损和损坏。同时,缩管机还配备了完善的润滑系统和冷却系统,能够有效降低设备在运行过程中的摩擦和温度,延长设备的使用寿命。这种耐用性使得缩管机能够在长期的生产过程中保持稳定的性能,为企业节省了大量的维修和更换成本,提高了生产效益。河北碳钢缩管机公司
与缩管机相关的文章
北京自动缩管机如何选择
- 郑州钢管缩管机供货商 2026-06-09
- 北京小型缩管机订购 2026-06-08
- 张家港小型缩管机供货商 2026-06-07
- 上海大型缩管机操作规程 2026-06-06
- 杭州自动缩管机方案报价 2026-06-05
- 广东单工位缩管机排行榜 2026-06-04
- 广东碳钢缩管机操作规程 2026-06-01
- 重庆小型缩管机供应商 2026-05-24
- 安徽钢管缩管机价钱 2026-05-22
- 成都不锈钢缩管机厂家供应 2026-05-20
- 重庆铝合金缩管机厂家供应 2026-05-18
- 杭州微型缩管机品牌有哪些 2026-05-16
与缩管机相关的产品



与缩管机相关的新闻
-
河北小型缩管机提供商 2026-05-04 15:06:14缩管机普遍应用于汽车、船舶、建筑、能源等多个领域,其工艺适配性体现在对不同行业需求的快速响应上。在汽车行业,缩管机用于加工制动管、燃油管等关键部件,需满足高精度、强度高及耐腐蚀的要求;船舶行业则更注重管件的耐压性和密封性,缩管机需通过多级压缩和内高压成型技术,确保管件在深海高压环境下的稳定性。建筑领...
-
深圳不锈钢缩管机供货商 2026-05-01 00:19:31不同材质的管材具有不同的物理和化学性质,这对缩管机的缩径工艺和设备性能提出了不同的要求。例如,金属管材如钢管、铜管等,具有较高的强度和硬度,在缩径过程中需要较大的缩径力和较高的模具硬度。同时,金属管材在缩径时容易产生加工硬化现象,导致管材的硬度进一步增加,给后续的加工和使用带来困难。因此,对于金属管...
-
杭州铝合金缩管机操作规程 2026-04-29 17:07:37模块化设计是缩管机提升生产灵活性的重要手段。通过将设备划分为动力模块、传动模块、模具模块与控制模块,用户可根据生产需求快速组合不同模块,实现设备功能的定制化。例如,小型企业可选择基础动力模块与标准模具模块,满足常规管材加工需求;大型企业则可升级至高性能动力模块与多工位模具模块,实现高速、多品种生产。...
-
山东大型缩管机价钱 2026-04-27 15:07:42随着制造业向个性化、小批量方向发展,缩管机的定制化服务成为重要竞争力。不同行业对缩管机的需求差异明显:例如,汽车制造需要高精度、高效率的设备以适应大规模生产;而航空航天领域则更注重设备的可靠性与材料兼容性,以处理特殊合金管材。因此,设备制造商需提供定制化解决方案,根据客户的具体需求调整设备规格、功能...
与缩管机相关的问题
与缩管机相关的标签
新闻资讯
产品推荐
-

杭州全自动切管机价格
2026-06-10 -
浙江710切铝机方案报价
2026-06-09 -
北京自动缩管机如何选择
2026-06-09 -
郑州钢管缩管机供货商
2026-06-09 -
北京小型缩管机订购
2026-06-08 -

江苏薄壁管切管机选择
2026-06-08 -

上海425全自动切管机厂家
2026-06-08 -

张家港小型缩管机供货商
2026-06-07 -

郑州横推切管机报价
2026-06-07