- 品牌
- ENRX,易孚迪
- 牌号
- Weldac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管
- 截面形状
- 矩形管,方管,圆管
- 连接方式
- 焊接式
- 加工定制
- 是
- 是否进口
- 是
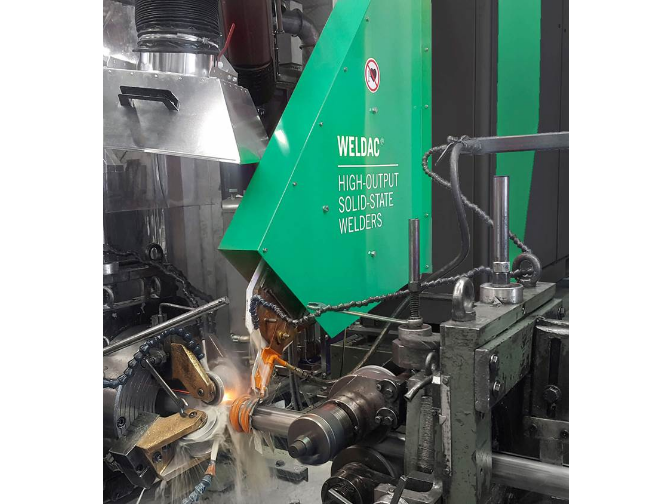
在连续化管材生产线上,焊接设备需要和挤轧、定径等前后工序对接,保持一致的生产节奏,设备稳定性差会拖慢整条生产线的进度,影响订单交付。高中频感应焊管设备稳定性好,能匹配流水线的生产节奏,保证生产线连续运行。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,关键元器件选用可靠产品,整机设计贴合流水线生产需求,能长时间连续运行,功率与频率保持稳定,不会出现参数漂移影响焊接质量,日常维护简单,不需要频繁停机检修,保证了生产线的生产效率,帮助企业按时交付订单,维护客户信任。易孚迪(ENRX)的Weldac 高频焊管设备具有结构紧凑,占用空间小,便于布局和安装。直缝感应焊管自动化线
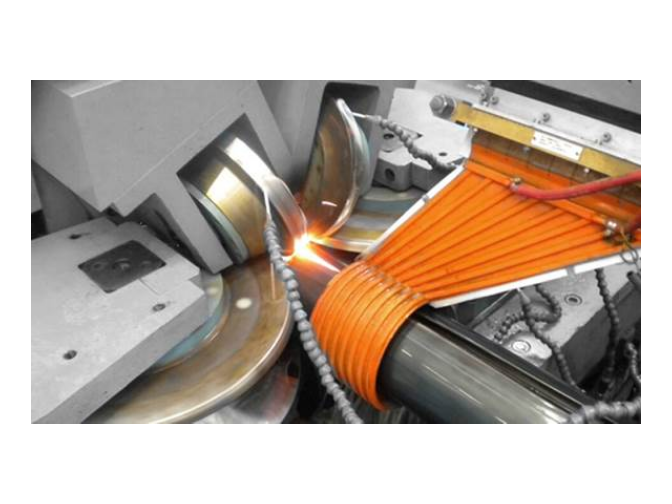
高频感应焊管机的能耗明显低于传统电阻焊或火焰焊,其单位能耗通常为0.3-0.8千瓦时/公斤焊材,具体取决于管径、壁厚及材质。以焊接直径50mm、壁厚2mm的碳钢管为例,能耗约为0.5千瓦时/公斤,较电阻焊降低30%以上。能耗优化主要源于高频电源的高效转换和感应加热的精确控制。易孚迪的设备采用全固态高频电源,转换效率达90%以上,远高于传统电子管电源。其感应线圈设计紧密贴合管坯形状,减少磁场泄漏,提高能量利用率。此外,设备配备智能控制系统,可根据焊接速度和材料厚度自动调节功率输出,避免无效加热。冷却系统采用闭环水冷设计,进一步降低能耗。易孚迪作为ENRX集团在亚洲的研发中心,持续优化设备能效,其高频感应焊管机已通过国际能效认证,助力客户实现绿色生产。美国Weldec中频双功能焊管机直缝焊管机可以通过在线检测和质量控制来确保生产的焊管质量。

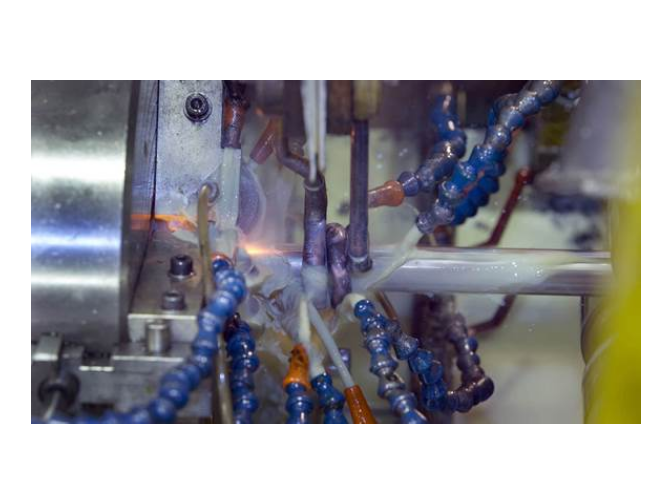
高频感应焊管机对环境的影响明显低于传统焊接工艺,主要体现在低能耗、低排放及低噪音。其高频电源转换效率达90%以上,较电阻焊节能30%,减少碳排放。焊接过程中无需使用焊剂或保护气体,避免有害气体(如氟化物)排放。此外,设备采用水冷系统,循环利用水资源,减少废水产生。噪音方面,感应加热本身无机械振动,只冷却泵和风机产生轻微噪音(约70分贝),远低于火焰焊的100分贝以上。易孚迪的设备进一步优化环保性能,其感应线圈采用环保涂层,减少重金属污染;电源模块符合RoHS标准,禁止使用有害物质。公司作为ENRX集团在亚洲的绿色制造倡导者,持续研发低能耗、高环保的焊接技术,助力客户实现可持续发展目标。
传统焊接设备换型后,需要人工反复调整频率,多次试焊才能找到合适参数,这个过程不*耽误时间,还会产生不少试焊废品,增加生产成本,高中频感应焊管设备解决了这个痛点。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,感应器换型后频率会根据每一个管的尺寸自动调整,不需要人工反复调试,换型完成就能直接开始正常生产,减少了试焊带来的废品浪费,也缩短了换型时间,降低了换产过程中的损耗,帮助企业控制生产成本,提升整体利润空间。直缝焊管的市场前景与经济发展密切相关,随着经济的持续增长,市场需求将不断扩大。

焊接环节的能耗占管材生产总能耗的比例很高,降低焊接能耗就能有效降低管材生产的综合成本,提升企业的利润空间。Weldec 高频感应焊管作为固态高频感应焊接设备,能源利用率比传统焊接设备更高,能有效降低焊接能耗,帮助企业控制生产成本。易孚迪感应设备(上海)有限公司优化了设备的感应线圈与电路设计,减少了无用的功率损耗,把更多能源用到焊接加热上,进一步提升了能源利用率。长期使用下来,节省的电力成本十分可观,能帮助企业提升生产的整体利润,符合现在绿色节能生产的发展方向。随着科技进步,直缝焊管的材料和工艺将不断创新,提供更多应用领域的机会。Sinac焊管全管体退火自动化线
易孚迪(ENRX)的高频焊管设备具有灵活性,可适应不同规格和尺寸的管材生产。直缝感应焊管自动化线
卫浴行业很多产品使用不锈钢或者黄铜管材,对焊接外观和尺寸精度要求很高,传统焊接方式容易导致管材变形,影响后续组装,Weldec 高频感应焊管能精确控制热输入,减少管材变形,保证尺寸精度,满足卫浴产品的生产要求。易孚迪感应设备(上海)有限公司的 Weldec 高频感应焊管,频率会根据管材尺寸自动调整,针对薄壁卫浴管材自动匹配合适的频率,焊接速度快,热量扩散少,管材变形小,后续组装容易,能提升卫浴产品的整体良品率,减少不合格品的产生,帮助企业降低生产成本,提升产品的市场竞争力。直缝感应焊管自动化线
很多老旧管材生产线原来使用的焊接设备已经老化,故障频发,焊接质量不稳定,需要升级替换新的焊接设备,但是担心新设备和原有生产线不匹配,需要大规模改造,投入太高。Weldec 高频感应焊管的安装适配性强,能适配多数现有管材生产线的接口,不需要大规模改造原有生产线就能安装替换,降低了设备升级的投入成本。易孚迪感应设备(上海)有限公司的技术团队可以上门测量安装,根据原有生产线的布局调整设备安装方案,快速完成替换,缩短了停机改造的时间,减少了对正常生产的影响,让企业用较低的成本完成设备升级,提升焊接质量与生产效率。易孚迪(ENRX)的Weldac 焊管机的自动化控制系统可以减少人为误操作,提高生产安全性...
- 钢管中频焊管自动化线 2026-05-21
- 中频水冷式感应焊管设备 2026-05-21
- EFD高频感应焊管 2026-05-21
- 中频HF 感应焊管机 2026-05-21
- Weldec高频感应焊管装置 2026-05-21
- 冷弯型钢中频焊管生产线 2026-05-21
- 石油管道高中频焊管自动化线 2026-05-21
- 上海Weldec中频双功能焊管设备 2026-05-20
- 国产 Weldec高频双功能焊管 2026-05-20
- 德国Weldec高频感应焊管设备 2026-05-20


- Weldec中频感应焊管正火及退火装置 2026-05-20
- 钢管高频焊管机 2026-05-19
- EFD INDUCTION Weldec高频双功能焊管 2026-05-19
- 铜管高频焊管自动化线 2026-05-19
- 冷弯型钢焊管自动化线 2026-05-19
- 高频SiC感应焊管系统 2026-05-19



- Weldec高频感应焊管装置 05-21
- 冷弯型钢中频焊管生产线 05-21
- 石油管道高中频焊管自动化线 05-21
- 上海Weldec中频双功能焊管设备 05-20
- 国产 Weldec高频双功能焊管 05-20
- 德国Weldec高频感应焊管设备 05-20
- EFD INDUCTION Weldec高频接触焊管 05-20
- 挪威Weldec高频双功能焊管设备 05-20
- 中频ERW 感应焊管电源 05-20
- Weldec高频感应焊管焊缝正火及退火自动化线 05-20