- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
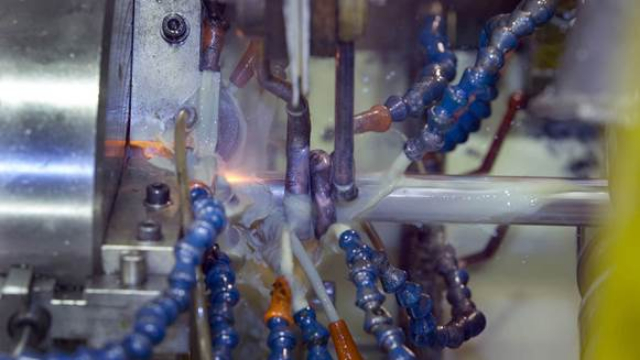
滚道感应淬火是利用电磁感应原理对机械零件的滚道表面进行硬化处理的工艺。当交变电流通过感应线圈时,会在滚道表面产生感应涡流,使表层金属迅速加热到奥氏体化温度,随后通过喷水或其他冷却方式快速冷却,实现表面淬火。这一过程能在保持零件心部韧性的同时,明显提高滚道表面的硬度、耐磨性和疲劳强度,延长零件的使用寿命。该工艺具有加热速度快、热影响区小、能耗低等特点,广泛应用于轴承、齿轮等需要承受滚动摩擦的零部件加工中。易孚迪感应设备(上海)有限公司作为ENRX集团在华的重要基地,自2001年成立以来,专注于感应加热设备的生产与服务,其研发的感应淬火机床能精确满足滚道淬火的工艺需求,为相关行业提供可靠的设备支持。易孚迪(ENRX)的HardLine 系列淬火系统使用带有经过验证的组件的模块。美国感应淬火回火机床

滚道感应淬火前的准备工作对保证淬火质量至关重要。首先要对工件进行清理,去除表面的油污、铁锈、氧化皮等杂质,这些杂质会影响感应加热的均匀性和冷却效果,导致淬火质量下降,可采用清洗、打磨等方式进行处理。其次需检查工件的尺寸和形状是否符合工艺要求,对于有加工余量的工件,要确保余量均匀,避免因尺寸偏差影响感应线圈与工件的间隙。另外,根据材料和淬火要求,可能需要进行预先热处理,如正火或退火,以改善材料的组织状态,提高感应淬火的效果。同时,要对感应设备进行检查和调试,确保线圈完好、冷却系统正常、参数设置准确,为淬火过程的顺利进行提供保障。易孚迪感应设备(上海)有限公司不仅提供高质量的感应设备,还会为客户提供工艺准备方面的技术指导,其设计部门能根据工件特点设计合适的感应线圈,助力客户做好淬火前的各项准备工作。轮毂轴承外球道感应淬火生产线易孚迪(ENRX)的模块化系统可以交付卧式推送进给、连续进给或在一台机床中同时实现。

风电变速器中的大型齿轮由于尺寸大、承载能力要求高,其感应淬火工艺需重点关注加热均匀性与淬硬层分布。在加热阶段,需根据齿轮的模数、齿宽等参数精确设计感应线圈的形状和尺寸,确保齿面、齿根等关键部位都能获得合适的温度,避免局部过热或加热不足。同时,淬火冷却过程中要控制冷却介质的流量、温度和喷射方式,以保证淬硬层深度均匀,减少变形和开裂风险。此外,还需结合齿轮的材料特性,制定合理的加热时间和保温参数,确保淬火后齿轮具备良好的耐磨性和疲劳强度。易孚迪感应设备(上海)有限公司作为ENRX集团在华的重要基地,自2001年成立以来,凭借其在感应加热领域的专业积累,能为这类大型齿轮的感应淬火提供定制化的设备和技术支持,满足复杂工艺需求。
滚道无软带淬火容易出现的质量问题包括淬硬层不均匀、表面裂纹、软点等。淬硬层不均匀主要是由于感应加热时磁场分布不均或冷却速度不一致导致的,为避免这一问题,需确保感应线圈与滚道的配合精确,同时保证冷却系统的喷淋均匀,必要时可对感应线圈的形状和冷却水路进行优化。表面裂纹通常是因为加热速度过快、冷却过于剧烈或材料中存在夹杂等缺陷引起的,可通过合理控制加热和冷却参数,选用质优的原材料,并在淬火前对材料进行探伤检查来预防。软点的产生多与加热不足、冷却不良或材料成分偏析有关,解决方法包括提高感应加热的功率或延长加热时间,确保冷却介质的流量和温度稳定,以及加强对原材料的成分检验。易孚迪感应设备(上海)有限公司生产的感应加热设备具有稳定的性能和精确的控制能力,能有效降低滚道无软带淬火中质量问题的出现概率,其设计部门可根据实际情况优化设备结构,提升工艺稳定性。易孚迪(ENRX)的 SINAC数字化感应淬火电源,为无人化工厂的早日实现奠定了基础。

感应淬火频率的选择需综合考虑工件材料、尺寸及硬化层深度要求。高频(100-500kHz)电流透入深度浅(0.1-3mm),适用于薄壁件或表面硬化,如齿轮齿面、凸轮轴凸轮;中频(1-10kHz)透入深度适中(1-10mm),适合轴类零件的颈部或花键淬火;低频(1kHz以下)透入深度可达10mm以上,用于大型零件的整体加热。选择时需平衡加热效率与硬化层均匀性,避免过深或过浅导致性能不足。易孚迪感应设备(上海)有限公司提供多频段电源(1-500kHz),可根据工艺需求灵活切换,并配备仿真软件优化频率参数,确保硬化层深度与硬度分布符合设计标准。高频淬火和回火工艺可以在保证材料性能的同时,减少变形和裂纹的发生。立式淬火回火生产线
易孚迪(ENRX)的HardLine 系列淬火系统符合人体工程学的设计、易于日常维护。美国感应淬火回火机床
感应淬火过程中,工件的温度控制至关重要。以下是控制工件温度的关键方法:调整加热功率和频率:感应淬火设备可通过调整加热功率和频率来控制加热速度和温度。需根据工件材质、尺寸等选择合适的参数。使用测温设备:利用红外测温仪等实时监测工件温度,确保温度在所需范围内,避免过高或过低。控制加热时间:精确控制加热时间,防止工件温度过高。加热时间应根据工件材质、尺寸和所需硬度等因素确定。考虑工件形状和尺寸:复杂形状或大尺寸工件需采用特殊加热方式或调整参数,确保温度均匀分布。淬火介质控制:调整淬火介质的温度和流量,控制工件的冷却速度,进而影响淬火效果和工件温度。综上所述,通过调整加热参数、使用测温设备、控制加热时间、考虑工件形状尺寸及淬火介质控制等方法,可有效控制感应淬火过程中工件的温度,确保淬火质量和工件性能。美国感应淬火回火机床

转子轴作为传动系统的关键受力部件,需通过表面热处理提升使用性能,转子轴感应淬火感应器以空心铜管为制作基材,依托电磁感应原理完成加热作业。感应器与转子轴保持合理间隙,通电后产生交变磁场,借助集肤效应让工件表面快速升温至奥氏体化温度,升温过程无明火、热影响区可控,能减少工件变形与氧化脱碳问题。加热完成后配合冷却系统快速降温,完成马氏体转变,形成稳定硬化层。该感应器可匹配不同材质转子轴,按照工艺要求调整加热区域与时长,覆盖轴体全段或局部淬火场景,贴合机械加工对工件表面硬度、耐磨性能的要求,完整落地轴类工件表面热处理的全流程作业,为转子轴后续装配与运行提供工艺支撑。感应淬火可以提高凸轮轴的抗疲劳性能和...
- 钟形壳感应淬火感应器 2026-04-28
- 回转轴承内滚道感应淬火回火机床 2026-04-28
- 汽车减震器零部件感应淬火感应器 2026-04-28
- 转向齿条感应淬火感应器 2026-04-28
- 变速器齿圈感应淬火机床 2026-04-28
- 超高频感应淬火回火机床 2026-04-27
- 曲轴感应淬火回火生产线 2026-04-27
- SPINDLE感应淬火生产线 2026-04-27
- 齿套感应淬火回火生产线 2026-04-27
- 回转轴承感应淬火回火设备 2026-04-27



- 风电轴承感应淬火机床 2026-03-15
- 履带感应淬火 2026-03-15
- 回转轴承外齿圈感应淬火回火生产线 2026-03-15
- SPINDLE感应淬火回火系统 2026-03-15
- 变速器齿圈感应淬火回火设备 2026-03-15
- 回转支承感应淬火 2026-03-15



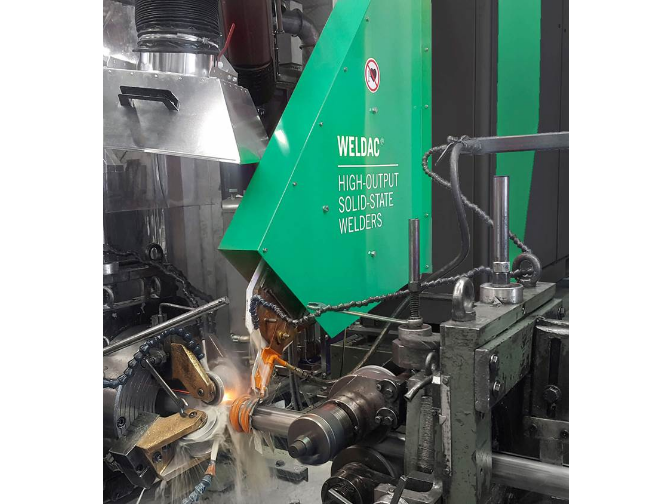

- 镀锌管高频焊管电源 05-18
- 铜管焊管电源 05-18
- 石油管道中频焊管设备 05-18
- 高频直缝焊管焊缝退火 05-17
- Weldec中频感应焊管全管体退火感应器 05-17
- 方钢高中频焊管系统 05-17
- 风冷式焊管生产线 05-17
- 钢管焊管电源 05-17
- 非磁性钢中频焊管机 05-17
- 不锈钢管高频焊管设备 05-17