- 品牌
- ENRX,易孚迪
- 型号
- HeatLine
- 控制方式
- 电流型
- 加工定制
- 是
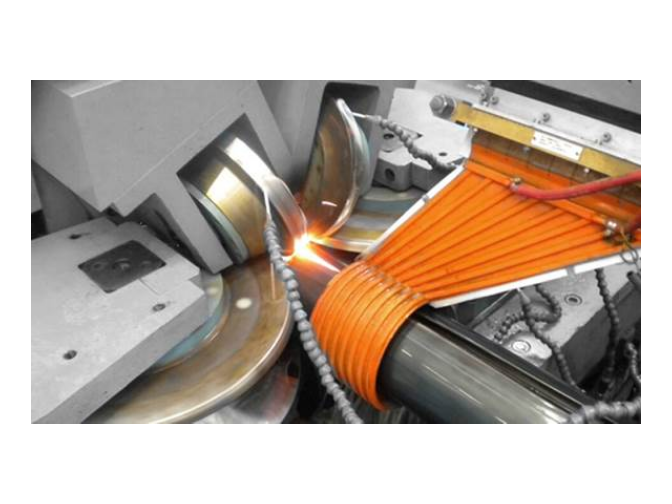
汽车减震器活塞杆是连接减震器与车轮的关键部件,承受着来自路面冲击和振动的作用,因此要求其具备良好的耐磨性、抗冲击性和疲劳强度。为了提升活塞杆的性能,感应淬火技术被广泛应用于其生产过程中。通过快速加热活塞杆表面至适宜的温度,随后迅速冷却,感应淬火能够在活塞杆表面形成一层高硬度、高耐磨的马氏体组织。这不仅增强了活塞杆的耐磨性,还能有效抵抗来自路面的冲击和振动,延长其使用寿命。因此,感应淬火技术在提升汽车减震器活塞杆性能方面发挥着至关重要的作用,为汽车的舒适性和安全性提供了坚实保障。感应淬火过程易于控制和监控,可用于大多数汽车部件、传动部件、风电轴承等金属零件的淬火。ENRX感应淬火回火机床

在感应淬火过程中,除了加热温度、时间,冷却速度,感应淬火设备以及回火处理等因素外,还有一些其他的影响因素需要关注:材料的成分和组织状态:不同的材料成分和组织状态在感应淬火过程中会有不同的相变行为和硬度变化,因此需要根据具体材料制定相应的淬火工艺。工件的形状和尺寸:复杂的形状和较大的尺寸可能导致加热不均匀,淬火深度和硬度分布不均。因此,在设计工件和制定淬火工艺时,需要充分考虑工件的形状和尺寸因素。淬火介质的选择:不同的淬火介质具有不同的冷却能力和热稳定性,会直接影响工件的淬火深度和硬度。因此,需要根据工件的材料和要求选择合适的淬火介质。感应器的设计和制造:感感应器的结构、尺寸和匝数等参数会影响加热效率和均匀性,进而影响淬火深度和硬度。因此,在设计和制造感应器时,需要充分考虑其结构和参数对淬火效果的影响。工艺参数的优化:工艺参数的优化也是提高感应淬火效果的关键。包括加热功率、加热频率、加热时间、冷却速度等工艺参数都需要根据具体情况进行优化调整,以获得明显的淬火深度和硬度。综上所述,在感应淬火过程中,需要关注多个影响因素,通过综合考虑和优化调整这些因素,可以获得明显的淬火效果。等速万向节零部件感应淬火生产线HardLine 系列从小型手动上料的设备到大型自动交钥匙淬火车间,一应俱全。

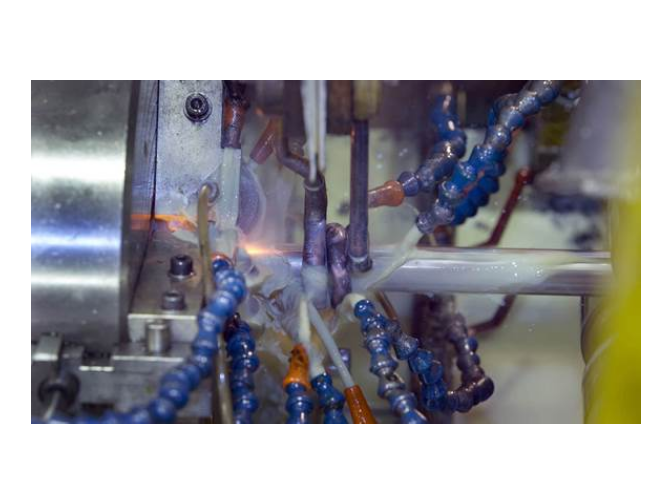
感应淬火相比火焰淬火具有明显优势。首先,感应淬火加热速度快(毫秒级),热影响区小,变形量低,而火焰淬火加热慢,易导致局部过热与变形。其次,感应淬火可精确控制加热深度与位置,适合复杂形状零件,火焰淬火则依赖人工操作,均匀性差。第三,感应淬火能耗低,热效率高达60%-80%,火焰淬火只30%左右。此外,感应淬火无明火,安全性高,适合自动化生产线。易孚迪感应设备(上海)有限公司的感应淬火系统集成数字化控制,可预设工艺参数,实现批量生产的一致性,明显优于火焰淬火的传统工艺。
轮毂轴承作为汽车关键部件,其性能对汽车的安全和稳定性至关重要。传统的热处理方法如火焰淬火、渗碳淬火等,虽然可以提高轴承的硬度,但存在加热速度慢、温度控制不准确等问题,容易导致轴承变形和性能不稳定。因此,人们开始尝试将感应加热技术应用于轮毂轴承的热处理中。感应淬火技术应用于轮毂轴承的生产,可以实现对轴承表面的快速、均匀加热,并通过快速冷却形成马氏体组织,显著提高轴承表面的硬度和耐磨性。同时,感应淬火还可以优化轴承的应力分布,降低应力集中现象,提高轴承的承载能力和使用寿命。随着汽车工业的快速发展和汽车性能的不断提高,对轮毂轴承的性能要求也越来越高。感应淬火技术以其高效、精确、环保的优势,逐渐成为轮毂轴承热处理的主流技术之一。目前,感应淬火技术已经广泛应用于汽车、航空航天、机械制造等领域,为提高产品性能和质量提供了有力支持。总之,轮毂轴承感应淬火技术的历史和应用背景是金属热处理和感应加热技术发展的产物。随着技术的不断进步和应用需求的不断提高,感应淬火技术将在更多领域发挥重要作用。易孚迪(ENRX)的模块化系统可以交付卧式推送进给、连续进给或在一台机床中同时实现。

感应淬火工艺参数需根据材料、零件尺寸及性能要求设定。关键参数包括频率、功率、加热时间、冷却速度及感应器与工件间隙。频率决定电流透入深度,高频(100-500kHz)适用于薄层硬化,中频(1-10kHz)适用于深层硬化。功率需匹配工件尺寸,确保加热速度。加热时间通过扫描速度或固定位置加热时间控制,需避免过热。冷却速度需足够快以形成马氏体,但需防止淬火裂纹。感应器与工件间隙影响加热效率,通常为1-3mm。易孚迪感应设备(上海)有限公司提供工艺仿真服务,通过模拟优化参数,并配备自动校准功能,确保工艺参数的精确性与重复性。易孚迪(ENRX)的淬火机可以为带有多个淬火和回火区的复杂零件设计在线的搬运和传送带系统。推杆式感应淬火回火生产线
高频淬火广泛应用于汽车工业、航空航天领域等需要提高材料硬度和耐磨性的应用中。ENRX感应淬火回火机床
感应淬火设备功率计算需综合考虑工件质量、加热时间、比热容及效率。公式为:P=m×c×ΔT/(η×t),其中m为工件质量(kg),c为比热容(J/kg·℃),ΔT为升温幅度(℃),η为热效率(通常60%-80%),t为加热时间(s)。例如,加热1kg钢件从20℃至850℃,比热容取460J/kg·℃,效率70%,时间10秒,则功率P=1×460×(850-20)/(0.7×10)≈54kW。实际选型需增加20%-30%余量以应对工件差异。易孚迪感应设备(上海)有限公司提供功率计算工具,并可根据客户工艺需求推荐标准机型或定制高功率电源。ENRX感应淬火回火机床
易孚迪感应设备(上海)有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,易孚迪感应设备供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

转子轴作为传动系统的关键受力部件,需通过表面热处理提升使用性能,转子轴感应淬火感应器以空心铜管为制作基材,依托电磁感应原理完成加热作业。感应器与转子轴保持合理间隙,通电后产生交变磁场,借助集肤效应让工件表面快速升温至奥氏体化温度,升温过程无明火、热影响区可控,能减少工件变形与氧化脱碳问题。加热完成后配合冷却系统快速降温,完成马氏体转变,形成稳定硬化层。该感应器可匹配不同材质转子轴,按照工艺要求调整加热区域与时长,覆盖轴体全段或局部淬火场景,贴合机械加工对工件表面硬度、耐磨性能的要求,完整落地轴类工件表面热处理的全流程作业,为转子轴后续装配与运行提供工艺支撑。感应淬火可以提高凸轮轴的抗疲劳性能和...
- 钟形壳感应淬火感应器 2026-04-28
- 回转轴承内滚道感应淬火回火机床 2026-04-28
- 汽车减震器零部件感应淬火感应器 2026-04-28
- 转向齿条感应淬火感应器 2026-04-28
- 变速器齿圈感应淬火机床 2026-04-28
- 超高频感应淬火回火机床 2026-04-27
- 曲轴感应淬火回火生产线 2026-04-27
- SPINDLE感应淬火生产线 2026-04-27
- 齿套感应淬火回火生产线 2026-04-27
- 回转轴承感应淬火回火设备 2026-04-27




- 风电轴承感应淬火机床 2026-03-15
- 履带感应淬火 2026-03-15
- 回转轴承外齿圈感应淬火回火生产线 2026-03-15
- SPINDLE感应淬火回火系统 2026-03-15
- 变速器齿圈感应淬火回火设备 2026-03-15
- 回转支承感应淬火 2026-03-15



- Weldec高频感应焊管装置 05-21
- 冷弯型钢中频焊管生产线 05-21
- 石油管道高中频焊管自动化线 05-21
- 上海Weldec中频双功能焊管设备 05-20
- 国产 Weldec高频双功能焊管 05-20
- 德国Weldec高频感应焊管设备 05-20
- EFD INDUCTION Weldec高频接触焊管 05-20
- 挪威Weldec高频双功能焊管设备 05-20
- 中频ERW 感应焊管电源 05-20
- Weldec高频感应焊管焊缝正火及退火自动化线 05-20