- 品牌
- 无锡欧驰
- 型号
- SIC
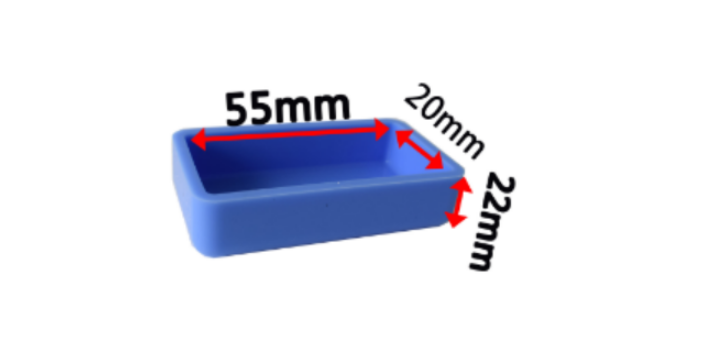
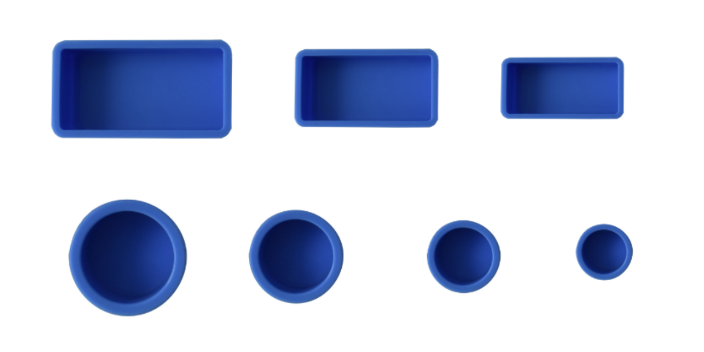
制样耗材,金相切割冷却液,从金相切割机的角度看,是通用的,水基切割冷却液适用于任何金相切割机。油基切割冷却液限于低速锯及水敏感材料的切割选用。水基切割冷却液使用时,需要兑水,切割冷却液:水=1:25~2:25之间较为合适。一般情况金相切割机都有内置或外置循环水箱,切割冷却液更换频次视循环水箱中液体清洁程度而定,目测即可。当然,也有因使用率低,虽然水箱中液体看起来不是很脏,但由于放置时间太久,会造成液体产生异味等,那就必须要及时更换了。制样耗材冷镶嵌用模,硅橡胶可反复使用。苏州金相镶嵌粉制样耗材厂家
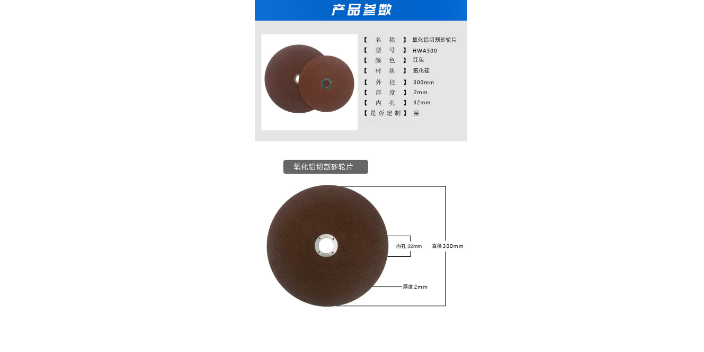
制样耗材,金相切割选型,普通切割机切割片的选择 普通切割机通常是指固定式切台、功率<3KW、转速为2900转/分钟。普通切割机通常切割直径小于50mm的工件。由于切割功率较小为了减少径向摩擦阻力,这时我们通常选择厚度为3.2mm的切割片。这样的切割片较薄并且具有一定的弹性,切割时感觉更加锋利些。我公司产品为了减少侧向摩擦阻力将面接触变为点接触,并且在配方系统中加入润滑剂,这样可以降低切割时产生的摩擦热,提高切割片的耐用度和锋利度。热镶嵌树脂制样耗材公司制样耗材树脂金刚石切割片,切割锋利,结合剂富有弹性,可提高切割表面质量。

制样耗材,冷镶嵌树脂,覆盖了固化快、硬度高、收缩小、无气泡、全透明的各种应用需求。所有系列均采用二元套装,使用方便快捷,经济实惠。通过专门的成分调制和搭配,冷镶嵌树脂系统具有以下明显特点:流动性好,树脂粘度低,渗透润湿性好。浇注时能快速渗透进入样品孔隙、裂缝或凹陷处,减少“气穴”,稳固把持样品,包覆料与样品界面结合好。收缩率低,树脂系统固化温和,收缩率可控,有效减免固化收缩造成的样品与树脂间隙,提高制样成功率。因为收缩间隙能储存不同磨抛阶段的磨粒和磨屑,二次释放后造成抛光布污染和样品划伤。
制样耗材热镶嵌树脂常碰到问题:热压镶嵌完后发现树脂还是颗粒状,研磨抛光时会松散脱落,腐蚀后喷淋酒精有黑色污渍污染样品。镶嵌完后发现树脂还是颗粒状,研磨抛光时会松散脱落,腐蚀后喷淋酒精有黑色污渍污染样品。树脂固化不完全;压力不足;样品过高,树脂过少,压力未作用到树脂。确认设备正常,确认参数,相应提高温度、压力,增加保温时间;样品较高时,增加树脂量。热压镶嵌后试样表面正常,但过一段时间,试样背面微微隆起。热压镶嵌后试样表面正常,但过一段时间,试样背面微微隆起。制样耗材金相切割冷却液,该产品无毒、无味、无污染,为环保型安全产品。

制样耗材,树脂切割片的规范使用说明,树脂切割片具有很多的优点,能够提高工作的效率,还能够为您节约生产的成本,作为削磨工具的切割片在使用时一定要注意操作规范,否则会很容易出现意外的.那么怎样做才能算是它规范的使用方法呢?使用切割片时切割片只允许单片安装使用,严禁将两片或两片以上同时使用;使用速度不能超过切割片商标所规定的工作线速度,当使用气动打磨机时,需要预防气压不稳定导致切割片超过高速度;存放时间为一年,超过时间应重新进行回转检验,确认合格后方能使用,使用切割片时要徐徐进力,用力过猛容易发生停转.卡住和撞碎切割片现象,若发生卡住应立即将切割片提起,以免发生切割片烧坏或卡碎.制样耗材热镶嵌树脂,常用型、导电型、保边型、白色:镶嵌压力20±5MPa,镶嵌温度140±5℃。北京镶嵌料制样耗材企业
制样耗材热镶嵌树脂,导电型特性:导电,适用于导电样品,如:电镜、电解抛光。苏州金相镶嵌粉制样耗材厂家
制样耗材,如何挑选金相切割片呢,根据切割材质,尺寸,和切割机尺寸功率选择不同的切割片。切割材质硬,直径大,选择稍软切割片。切割机功率大,切割材质为空心,或者实心小直径,选择高硬度切割片。切割片根据材质主要分为纤维树脂切割片和金刚石切割片。金刚石切割片是一种切割工具,广泛应用于石材,混凝土,预制板,新老马路,陶瓷等硬脆材料的加工.金刚石切割片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前比较硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。苏州金相镶嵌粉制样耗材厂家
无锡欧驰检测技术有限公司致力于仪器仪表,以科技创新实现高质量管理的追求。公司自创立以来,投身于切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统,是仪器仪表的主力军。无锡欧驰继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。无锡欧驰始终关注仪器仪表行业。满足市场需求,提高产品价值,是我们前行的力量。
制样耗材,金相切割片的超高切割精度,保障样品完整性尺寸精度高:切割后样品的厚度、平面度偏差通常控制在 ±0.05mm 以内,满足金相分析对样品尺寸一致性的要求(如标准金相样品厚度多为 1-5mm)。表面粗糙度低:切割面 Ra 值可低至 1.6-3.2μm,减少后续研磨抛光的工作量,避免因初始表面粗糙导致的组织观察偏差。切割垂直度好:基体(通常为钢或纤维树脂)刚性强,切割过程中不易弯曲,确保切割面与样品基准面垂直,避免样品 “倾斜” 影响后续镶嵌定位。制样耗材的使用环境需控制温湿度,适宜环境能保持耗材性能,延长使用期限。深圳热镶嵌树脂制样耗材公司制样耗材,切割类耗材金刚石切割片特点:硬度极高,耐...
- 宁波切削液制样耗材企业 2026-01-01
- 河北冷镶嵌王制样耗材企业 2026-01-01
- 湖南金相冷镶嵌料制样耗材 2025-12-31
- 嘉兴金相切割冷却润滑液制样耗材公司 2025-12-31
- 安徽保边型热镶嵌粉制样耗材品牌好 2025-12-31
- 天津镶嵌料制样耗材制样设备厂家 2025-12-30
- 昆山冷镶嵌一次性用模制样耗材价格多少 2025-12-30
- 广州热镶嵌粉制样耗材制造厂商 2025-12-30
- 浙江镶嵌用脱模剂制样耗材哪个牌子好 2025-12-29
- 昆山白色树脂热镶嵌料制样耗材品牌好 2025-12-29

- 河北软硅胶模制样耗材厂家批发 2025-12-27
- 北京白色树脂热镶嵌粉制样耗材 2025-12-27
- 宁波金刚石切割片制样耗材哪个牌子好 2025-12-27
- 江西金相切割液制样耗材厂家批发 2025-12-26
- 广东镶嵌料制样耗材企业 2025-12-26
- 无锡金相切割液制样耗材厂家批发 2025-12-26





- 江西金刚石悬浮抛光液磨抛耗材制造厂商 01-18
- 氧化铝抛光液磨抛耗材公司 01-17
- 浙江金属材料抛光布磨抛耗材经济实用 01-17
- 湖南金相抛光粉磨抛耗材制样设备厂家 01-17
- 金相抛光阻尼布磨抛耗材操作简单 01-16
- 重庆金相抛光织物磨抛耗材经济实用 01-16
- 杭州金相抛光醋酸布磨抛耗材性价比高 01-16
- 上海金相抛光粉磨抛耗材源头厂家 01-15
- 江苏进口乳胶砂纸磨抛耗材源头厂家 01-15
- 广东金相抛光真丝丝绒布磨抛耗材公司 01-15