- 品牌
- 无锡欧驰
- 型号
- HSC-2000
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 材质
- 金属
- 配送方式
- 物流
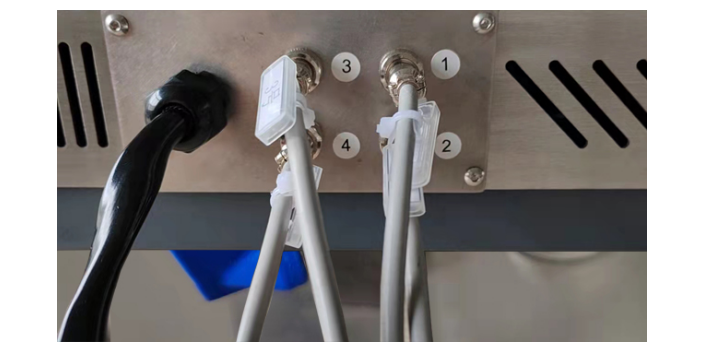
晶间腐蚀操作主意事项,温度:如果测量加热器温度时应主意溶液的沸点温度,不能将温度设置大于溶液的沸点温度。如果有条件应先将温度传感器进行校准再使用,这样在设置温度的时候4个工位偏差不会很大,不然会有几度的偏差,主意原因是温度传感器线太长、温度传感器测量的位置有误差(测量的时候一定要将传感器塞入测量管底部,用塞子固定避免传感器移动,特别主意,如果传感器移动了,测量温度会一直达不到设定温度,这样长时间工作会烧坏加热器,因为加热器会长时间内满功率工作达到比较高的温度。所以要实时观察各通道温度和溶液沸腾状态,)晶间腐蚀,是金属局部腐蚀的一种,沿着金属晶粒间的分界面向内部扩展的腐蚀。山东金属抛光腐蚀企业

晶间腐蚀,腐蚀发生:在腐蚀介质作用下,贫铬区就会失去耐腐蚀能力,而产生晶间腐蚀,因为晶界钝态受到破坏,在晶界上析出的碳化铬周围贫化铬区成为阳极区,而碳化铬和晶粒处于钝态成为阴极区,在腐蚀介质中晶界与晶粒构成活化 - 钝化微电池,加速了晶界区的腐蚀。晶间 σ 相析出理论:对于低碳的高铬、高钼不锈钢,在℃内热处理时,会生成含铬的相金属间化合物。在过钝化电位下,相发生严重的腐蚀,其阳极溶解电流急剧上升,可能是相自身的选择性溶解所致3。相金属间化合物一般只能在很强的氧化性介质中才能发生溶解,所以检测这种类型的腐蚀必须使用氧化性很强的的沸腾硝酸,使不锈钢的腐蚀电位达到过钝化区。湖北电解腐蚀生产厂家晶间腐蚀,4工位单独控制工作,增加制样效率。

低倍组织热酸蚀,样品要求:检验面距切割面尺寸:热锯切割时不小于20mm;冷锯切割时不小于10mm;火焰切割时不小于25mm检验面粗糙度:热酸腐蚀不大于1.6um;冷酸腐蚀不大于0.8um试样尺寸:厚度一般20mm~30mm;纵向试样的长度一般为边长或直径的1.5倍;钢板检验面的尺寸一般为长250mm,宽为板厚;测试内容:一般疏松、中心疏松、锭型偏析、斑点状偏析、白亮带、中心偏析、冒口偏析、皮下气泡、残余缩孔、翻皮、白点、轴心晶间裂缝、内部气泡、非金属夹杂物(目视可见)及夹渣、异金属夹杂。
电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
|
铬酸水溶液: 三氧化铬10克 水100亳升 |
电解浸蚀,以试样为正极,不锈钢为负极,相距18~25亳米,电压6伏,浸蚀30~90秒 |
添铁素体晶界外,一切组织均能显示,渗碳体易浸蚀,奥氏体次之 |
|
|
10%草酸电解液: 草酸 10克水 100亳升 |
电解时间0.7~1分钟 电流密度20~30安/厘米2 电解时间20~40秒 电流密度10~20安/厘米2 电解时间1.6~1.8分钟 电流密度10~20安/厘米2 |
显示奥氏体不锈钢晶和碳化物。 显示4Cr14Ni14W4Mo钢退火材的奥氏体和碳化物 显示提造钢退火或猝火组织,GCr15的碳化物。 |
|
电解抛光腐蚀,7寸触摸屏控制操作。

电解抛光腐蚀,显示钢的显微组织的电解浸蚀剂及电解抛光液表
|
浸蚀剂名称及成分 |
使用方法 |
适用范围 |
|
|
过硫酸铵溶液: (NH4)2S2O610克 过硫酸铵水90亳升 |
电解浸蚀。方法同铬酸水溶液的使用方法。 |
极快的显示不锈钢组织 |
|
|
过氯酸及冰醋酸溶液: 冰醋酸 10份 过氯酸 1份 |
2分钟或以上,电压20~22伏,电流密度0.1安/厘米2,使用温度低于20。C。抛光时要时常搅溶液,在通风橱中进行,要注意温度,防止炸裂。配制溶液时,过氯酸须缓慢地加入冰醋酸中,温度低于15。C,要?搅动,以免局部温度升高。 |
适用于抛光钢和铁。 |
|
电解抛光腐蚀,可选择电压电流曲线实时显示。云南低倍加热腐蚀制样设备厂家
低倍加热腐蚀根据《GB/T226-91钢的低倍组织及缺陷酸蚀检验法)对钢材进行低倍组织热酸蚀。山东金属抛光腐蚀企业
晶间腐蚀常用的试验方法:硫酸-硫酸铜-铜屑法。适用于检验几乎所有类型的不锈钢和某些镍基合金因碳、氮化物析出引起的晶间腐蚀。奥氏体不锈钢在此溶液中的腐蚀电位处于活化-钝化区。试验结果采用弯曲试样放大镜下观察裂纹或金相法评定。此法腐蚀轻微,试验条件稳定,但判定裂纹需有-定经验;硝酸法。适用于检验不锈钢、镍基合金等因碳化物、o相析出或溶质偏析引起的晶间腐蚀。奥氏体不锈钢在此溶液中的腐蚀电位处于钝化-过钝化区。试验结果采用腐蚀率评定。此法试验周期长;硝酸-氢氟酸法。适用于检验含钼奥氏体不锈钢因碳化物析出引起的晶问腐蚀。奥氏体不锈钢在此溶液中的腐蚀电位处于活化-钝化区。此法试验周期短,但腐蚀严重。试验结果须采用同种材料敏化和固溶试样的腐蚀率比值评定。山东金属抛光腐蚀企业

电解腐蚀仪,主要用途:金属表面处理电解抛光:通过电解作用去除金属表面的微小毛刺、氧化层或粗糙颗粒,使表面达到镜面效果,常用于精密零件(如医疗器械、航空航天部件)、装饰性金属(如首饰、卫浴配件)的表面美化。去毛刺与倒角:对复杂形状的金属工件(如齿轮、模具)进行无机械应力的电解去毛刺,避免传统机械方法导致的边缘变形或损伤,提升工件精度。退镀处理:可去除金属表面的旧镀层(如电镀层、化学镀层),用于废旧金属回收或工件返工,相比化学退镀更节能、可控性更强。刻蚀与加工精密刻蚀:在电路板(PCB)制造中,通过电解腐蚀精确刻蚀铜箔,形成复杂的电路图案;也可用于金属标牌、模具的文字、图案雕刻,实现高...
- 吉林电解腐蚀性价比高 2026-05-28
- 嘉兴电解腐蚀源头厂家 2026-05-27
- 湖北腐蚀多少钱一台 2026-05-27
- 昆山盐酸腐蚀品牌好 2026-05-26
- 贵州低倍加热腐蚀企业 2026-05-25
- 杭州低倍组织热酸蚀腐蚀品牌有哪些 2026-05-25
- 苏州晶间腐蚀操作简单 2026-05-24
- 昆山金相电解腐蚀制样设备厂家 2026-05-23
- 苏州金相电解腐蚀厂家 2026-05-23
- 嘉兴金相电解腐蚀操作简单 2026-05-23


- 安徽盐酸腐蚀厂家 2026-05-20
- 嘉兴低倍加热腐蚀品牌有哪些 2026-05-20
- 河北低倍组织热酸蚀腐蚀多少钱一台 2026-05-20
- 宁波金相电解腐蚀性价比高 2026-05-19
- 金属抛光腐蚀制造厂商 2026-05-19
- 江苏钢的检验腐蚀多少钱一台 2026-05-18




- 无锡硬度计生产企业 05-30
- 上海显微硬度计源头厂家 05-30
- 宁波简易数显电动表面洛氏硬度计厂家批发 05-30
- 嘉兴电解抛光腐蚀哪个牌子好 05-29
- 江苏数显自动转塔维氏硬度计多少钱一台 05-29
- 江西体视金相显微镜多少钱一台 05-29
- 吉林电解腐蚀性价比高 05-28
- 四川单筒测量金相显微镜厂家批发 05-28
- 浙江韦氏硬度计多少钱一台 05-28
- 辽宁明暗场正置金相显微镜源头厂家 05-27