- 品牌
- ALD,爱力德
- 型号
- 齐全
低压渗碳和高压气体淬火技术的结合是一种新型的表面强化处理技术,它具有更好的均匀性和变形控制效果。这是因为低压渗碳和高压气体淬火技术的结合可以充分发挥两种技术的优势,形成更加均匀的碳化层和淬火组织。同时,低压渗碳和高压气体淬火技术的结合还可以有效控制变形,提高零件的尺寸精度和表面质量。低压渗碳和高压气体淬火技术的结合优势不仅在于其均匀性和变形控制效果,还在于其适用范围普遍。低压渗碳和高压气体淬火技术的结合可以用于各种金属材料的表面强化处理,包括钢、铁、铜、铝等。同时,低压渗碳和高压气体淬火技术的结合还可以应用于各种零件的表面强化处理,包括齿轮、轴承、齿条、摆线轮等。因此,低压渗碳和高压气体淬火技术的结合具有普遍的应用前景和市场潜力。真空低压渗碳工艺操作简便,能够快速完成渗碳过程。浙江低压渗碳市价

低压渗碳技术具有很多优点,如提高金属表面硬度和耐蚀性、延长金属制品的使用寿命、提高生产效率等。同时,该技术也存在一些缺点,如成本较高、需要专业设备和技术、对金属表面质量要求较高等。成本方面,低压渗碳技术需要专业设备和技术,成本较高。此外,该技术需要使用一定量的碳源,也会增加成本。技术方面,低压渗碳技术需要专业设备和技术,对操作人员的技术要求较高。此外,该技术对金属表面质量要求较高,如果金属表面存在缺陷或污染物,会影响渗碳效果。浙江低压渗碳市价减速箱低压渗碳可提高齿轮的传动效率和承载能力。

发动机零件是发动机的主要部件,其工作寿命直接影响着发动机的使用寿命和性能。低压渗碳是一种提高发动机零件工作寿命的有效方法。低压渗碳是指在低温下将碳原子渗透到金属表面,形成一层硬度高、耐磨性好的碳化层。这种碳化层可以有效地提高发动机零件的硬度和耐磨性,从而延长其使用寿命。低压渗碳可以应用于发动机的多个零件,如曲轴、连杆、气门、活塞等。这些零件在发动机运转时承受着巨大的压力和摩擦,容易出现磨损和裂纹。低压渗碳可以有效地改善这些零件的表面硬度和耐磨性,减少磨损和裂纹的发生,从而延长其使用寿命。此外,低压渗碳还可以提高发动机零件的抗腐蚀性能。发动机在使用过程中会受到各种腐蚀介质的侵蚀,如水蒸气、酸雨、盐雾等。这些腐蚀介质会对发动机零件造成严重的腐蚀损伤,降低其使用寿命。低压渗碳可以在零件表面形成一层致密的碳化层,有效地防止腐蚀介质的侵蚀,提高发动机零件的抗腐蚀性能。
真空低压渗碳工艺是一种先进的表面处理技术,它可以在低温下将碳原子渗透到金属表面,从而提高零件的硬度、耐磨性和耐腐蚀性。这种工艺的优点在于可以在不改变零件尺寸和形状的情况下改善其性能,同时还可以提高零件的表面质量。在真空低压渗碳工艺处理后,零件表面会形成一层均匀的碳化物层,这种层具有很好的耐腐蚀性和耐磨性,可以保护零件表面不受外界环境的影响。真空低压渗碳工艺处理后的零件表面非常洁净,因为在处理过程中,零件表面会被清洗干净,同时在真空环境下进行处理,避免了空气中的杂质对零件表面的污染。此外,真空低压渗碳工艺处理后,零件表面会形成一层均匀的碳化物层,这种层具有很好的耐腐蚀性和耐磨性,可以保护零件表面不受外界环境的影响。因此,真空低压渗碳工艺处理后的零件表面洁净程度非常高,无需进行额外的清洗步骤。真空低压渗碳工艺对零件表面的质量要求高,可确保后续加工环节的质量稳定。

真空低压渗碳工艺是一种非常出色的表面处理技术,它可以应用于各种不同的领域,满足各种不同的表面处理需求。首先,真空低压渗碳工艺可以应用于汽车制造领域。在汽车制造领域中,金属件的硬度、耐磨性和耐腐蚀性非常重要,而真空低压渗碳工艺可以提高金属件的硬度、耐磨性和耐腐蚀性,因此非常适合应用于汽车制造领域。真空低压渗碳工艺可以应用于机械制造领域。在机械制造领域中,金属件的硬度、耐磨性和耐腐蚀性非常重要,而真空低压渗碳工艺可以提高金属件的硬度、耐磨性和耐腐蚀性,因此非常适合应用于机械制造领域。绿色低压渗碳工艺无需使用有害的化学试剂,对环境友好且资源消耗较少。浙江低压渗碳市价
热处理低压渗碳可提高材料的力学性能和抗疲劳性,提高零件的使用寿命。浙江低压渗碳市价
低压渗碳工艺普遍应用于汽车、机械等领域的动态加载部件,如曲轴、齿轮、轴承等。这些部件在使用过程中需要承受较大的载荷和摩擦,因此需要具有较高的硬度和耐磨性。以汽车发动机曲轴为例,采用低压渗碳工艺可以在曲轴表面形成一层高碳含量的渗层,从而提高曲轴的硬度和耐磨性。据统计,采用低压渗碳工艺的曲轴使用寿命可以提高30%以上,从而很大程度上降低了维修成本和故障率。低压渗碳技术是一种在真空环境中进行的表面处理技术,可以通过在低压下加热零件表面,使碳原子在表面上沉积形成均匀的碳化层。相比于传统的渗碳技术,低压渗碳技术具有以下优势:首先,由于在真空环境中进行,可以避免氧化反应和杂质吸附,提高渗碳质量;其次,渗碳速度较快,可以提高生产效率;渗碳深度和均匀性可以精确控制,可以满足不同零件的表面处理需求。浙江低压渗碳市价

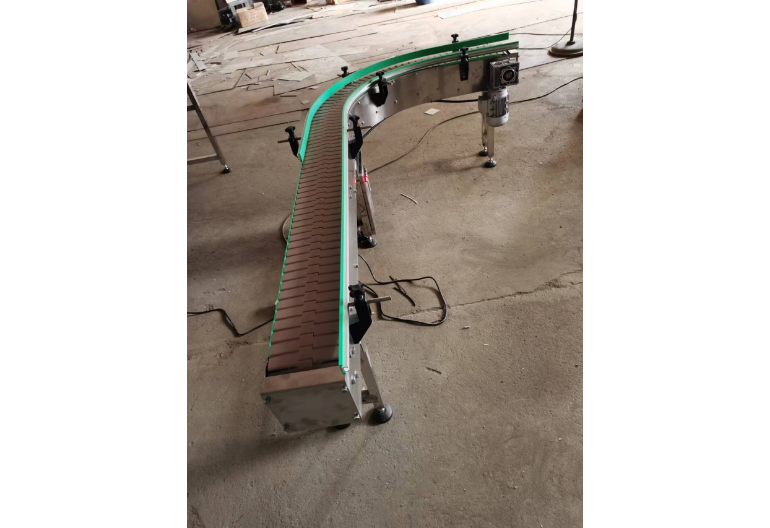
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05