- 品牌
- ALD,爱力德
- 型号
- 齐全
真空淬火的优势不仅在于工艺流程的简化和成本效益的提高,还在于其对零件质量的保障。传统的淬火工艺需要进行去除晶间氧化层和脱碳区的处理,这些步骤不仅容易对零件表面造成损伤,还容易导致零件的变形和裂纹。而真空淬火则可以在无氧环境下进行,避免了氧化层的形成,从而避免了表面损伤的问题。此外,真空淬火还可以在控制的温度下进行,从而避免了脱碳区的形成,使得零件的硬度和韧性得到更好的保持。这些优势可以保证零件的质量和稳定性,从而提高产品的可靠性和安全性。模具中性淬火处理能够提高其表面硬度,减少摩擦和磨损。苏州高压真空硬化淬火加工

高压真空硬化淬火不仅能够提高零件的强度,还能够明显提高零件的耐磨性。在高压真空环境下,材料表面的氧化物和其他杂质得到有效去除,从而减少了材料的缺陷和裂纹。同时,高压真空环境下的快速冷却也能够使材料的晶粒细化,从而提高了材料的硬度和耐磨性。此外,高压真空硬化淬火还能够使材料表面形成一层致密的氮化物层,从而进一步提高了材料的耐磨性。因此,高压真空硬化淬火是一种非常有效的方法,能够明显提高零件的耐磨性,从而提高零件的使用寿命和可靠性。浙江二次中性淬火技术与传统的中性淬火相比,真空淬火能够避免脱碳区域,使零件表面保持金属光泽和洁净。

单介质真空硬化淬火是一种普遍应用于各种行业的热处理工艺,其优势主要体现在以下几个方面:首先,单介质真空硬化淬火可以应用于各种零件的硬化处理。由于真空环境下的气氛控制和温度控制较为精确,因此可以应用于各种零件的硬化处理,包括机械零件、汽车零件、航空零件、电子零件等各种行业的零件。其次,单介质真空硬化淬火可以提高零件的使用寿命和性能。由于可以获得较高的硬度和均匀性,因此可以提高零件的使用寿命和性能,减少零件的损耗和维修成本。单介质真空硬化淬火可以提高生产效率和降低生产成本。由于工艺简单、快速、高效,因此可以提高生产效率,降低生产成本,提高企业的竞争力。
中性淬火的工艺流程主要包括预热、加热、保温、淬火和回火等步骤。其中,预热是为了使零件温度均匀,避免因温度不均匀而导致的变形和裂纹等问题;加热是为了使零件达到所需的淬火温度;保温是为了保持零件温度稳定,以便进行淬火;淬火是为了使零件表面快速冷却,从而形成硬度和强度较高的表面层;回火是为了消除淬火过程中产生的残余应力和脆性,同时提高零件的韧性和塑性。中性淬火的优点主要包括淬火效果好、表面质量高、变形小、成本低等特点,因此被普遍应用于各种零件的热处理中。典型的"淬火和回火"钢和轴承钢可以通过真空淬火得到完全的硬化。

齿轮中性淬火是一种常用的表面强化处理方法,其工艺流程和注意事项对于保证淬火效果和齿轮质量至关重要。齿轮中性淬火的工艺流程一般包括以下几个步骤:清洗、加热、淬火、回火和清洗。首先,需要对齿轮进行清洗,去除表面的油污和杂质。然后,将齿轮加热至淬火温度,一般为800℃左右。接着,将齿轮放入中性气氛中进行淬火处理,淬火时间一般为几秒钟至几分钟不等。淬火后,需要进行回火处理,以消除淬火过程中产生的残余应力。再次对齿轮进行清洗,去除表面的淬火剂和残留物。风冷真空硬化淬火快速冷却零件,提高其力学性能。上海真空硬化淬火价位
不锈钢中性淬火提高了其抗腐蚀性和机械性能,延长了使用寿命。苏州高压真空硬化淬火加工
齿轮中性淬火是一种常用的表面强化处理方法,在工程实践中得到了普遍的应用。其应用范围涵盖了各种机械传动设备,如汽车、船舶、飞机、工程机械等。以汽车齿轮为例,齿轮中性淬火可以有效提高齿轮的硬度和耐磨性,从而保证汽车传动系统的效率和寿命。同时,齿轮中性淬火还可以改善齿轮表面的织构和残余应力状态,从而进一步提高齿轮的疲劳强度和抗裂性能。在汽车制造中,齿轮中性淬火已经成为了一种常用的表面强化处理方法。除了汽车齿轮外,齿轮中性淬火还普遍应用于船舶、飞机、工程机械等机械传动设备中。在这些设备中,齿轮的传动效率和寿命对于设备的性能和使用寿命至关重要。齿轮中性淬火可以有效提高齿轮的硬度和耐磨性,从而保证设备的传动效率和寿命。苏州高压真空硬化淬火加工

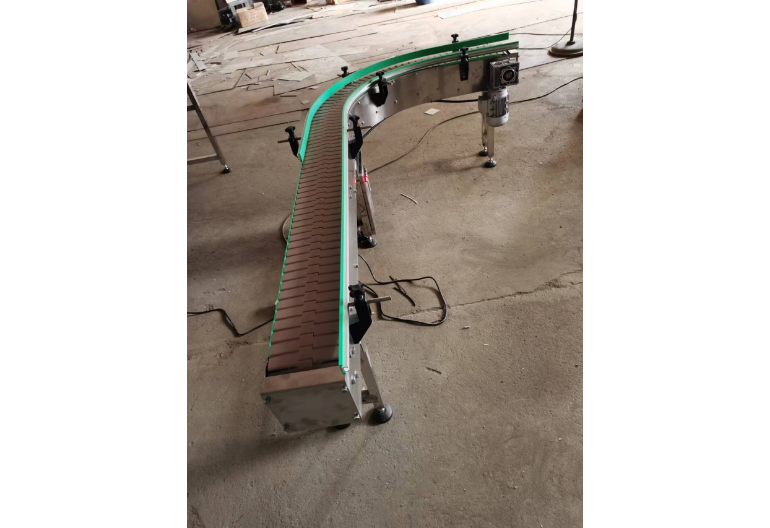
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05