- 品牌
- ALD,爱力德
- 型号
- 齐全
按含碳介质的不同,渗碳可分为气体渗碳、固体渗碳、液体渗碳、和碳氮共渗。气体渗碳是将工件装入密闭的渗碳炉内,通入气体渗剂(甲烷、乙烷等)或液体渗剂(煤油或苯、酒精等),在高温下分解出活性碳原子,渗入工件表面,以获得高碳表面层的一种渗碳操作工艺。固体渗碳是将工件和固体渗碳剂(木炭加促进剂组成)一起装在密闭的渗碳箱中,将箱放入加热炉中加热到渗碳温度,并保温一定时间,使活性碳原子渗人工件表面的一种较早的渗碳方法。低压渗碳是提高动态加载部件疲劳极限的较流行表面淬火工艺之一。江苏不锈钢低压渗碳参考价

渗碳是指使碳原子渗入到钢表面层的过程。也是使低碳钢的工件具有高碳钢的表面层,再经过淬火和低温回火,使工件的表面层具有高硬度和耐磨性,而工件的中心部分仍然保持着低碳钢的韧性和塑性。真空渗碳也叫低压渗碳,是在低于大气压氛围中进行其气体渗透,使碳原子渗入零件表层的化学热处理工艺。它的整个过程与普通的气体渗碳基本相同,由渗碳气体的分解、活性碳原子的吸收、活性碳原子向内扩散三个过程组成,具体的流程包括零件清洗、装料、进炉抽真空(≤2000Pa)、升温及均热(900~1000℃)、渗碳与扩散、热处理等步骤。江苏钢低压渗碳行价低压真空渗碳与高压气淬技术具有无内氧化,表面质量好,变形微小,工艺的稳定性和重复性好的特点。

真空渗碳的优缺点:真空渗碳缺点:1、成本高,相对气氛渗碳工艺更复杂。2、技术门槛高,对生产线的运行和管理有更高的要求。3、积碳,碳积累在加热元件表面,容易造成短路,应用真空渗碳,必须有效解决积碳问题。真空渗碳优势:1.工业气体行业有名企业,气体产品可靠性高。2.项目经验丰富,安全风险应对措施完备。 3 气体解决方案气体运输储存、供气管道、气体应用安全联锁、压力流量自动化控制、品质保证等等。4. 标准化软硬件产品,降低运行风险。
低压渗碳的优点包括:渗碳层表面碳量和渗碳深度控制简单、准确。渗碳效果均匀。可缩短作业时间,渗碳时间约为普通渗碳的1/2~1/3。渗碳后零件仍保持辉面状态,不会产生晶间氧化,不脱碳,保持金属本色的银灰色,光亮状。相比普通渗碳,真空渗碳气淬的控制幅度小,尺寸变化小,分布集中。无火帘,无油烟,工作环境清洁,是安全环保型热处理设备。可实现连续、自动、智能化生产。真空渗碳技术又称低压渗碳技术,要应用于汽车变速箱齿轮及柴油喷嘴相等关键零部件的渗碳处理(如发动机,减速箱等),本文依靠其在真空渗碳上的经验,简要介绍真空渗碳工艺在工业上的运用。真空低压渗碳是一种先进的表面硬化工艺,能够获得具有坚固有韧性的零件。

渗碳是一种表面硬化工艺。碳原子在高温条件下,会扩散到金属零件表层,以这种方式改变晶粒结构,可以增加金属的表面强度。根据碳源的不同,渗碳方法可以被区分成很多种。目前,真空渗碳是较为先进的一种工艺,该工艺对环境造成的污染较小,并且经过真空渗碳后的金属工件质量较优。同时真空渗碳还具有淬火变形小、渗碳效率高和避免晶界氧化的优点。真空渗碳是在低于一个大气压的条件下进行的,所以也被称为低压渗碳。对于需要获得耐磨表面的零件,比如轮轴、齿轮等一些精密的零部件,在真空渗碳过程中通常采用乙炔天然气或甲烷等气体。不仅如此,该工艺由于是在真空环境下进行渗碳和热处理,所以渗碳介质中不含氧气,从而避免了传统渗碳工艺容易出现的渗碳层氧化和脱碳的缺点。低压渗碳工艺可保持零件内部的原始组织结构,不对零件的综合性能产生负面影响。苏州真空低压渗碳原理
钢铁低压渗碳可以增加零件的使用寿命,提高整体性能。江苏不锈钢低压渗碳参考价
关于渗碳:(1)经济效益和主要经济效益指标 低压真空渗碳炉在运行成本方面有着很强大的优势:加热时间短、抽真空快速、渗碳气体使用量少、淬火效率高、以及更长的使用寿命和更低的保养成本。该设备集真空渗碳和真空淬火于一体,只一台设备就可实现多种工艺要求,深得客户青睐。(2)市场预测分析及市场营销战略 随着低压真空渗碳工艺和真空渗碳炉制造技术的进一步提高,真空渗碳的应用领域逐步推广,需要可控气氛所不可能应用和涉及的领域,用真空渗碳工艺及设备会很容易加以解决。江苏不锈钢低压渗碳参考价

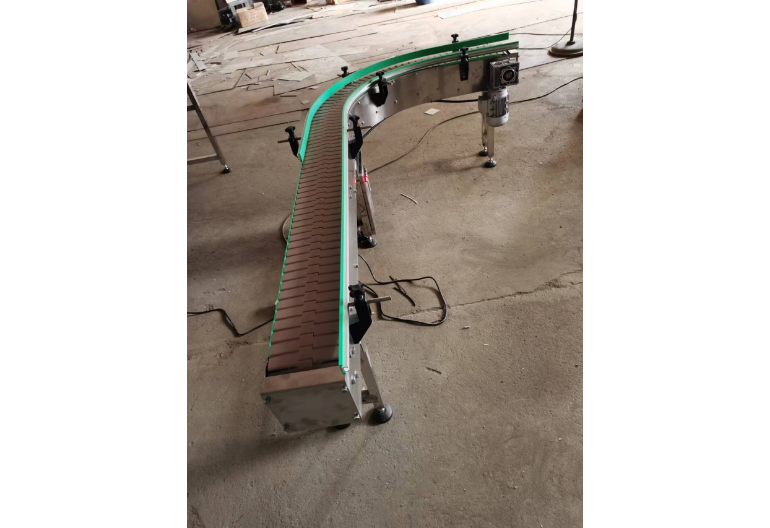
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05