- 品牌
- ALD,爱力德
- 型号
- 齐全
低碳钢渗碳工艺方法:1、二次淬火低温回火,组织及性能特点:头一次淬火(或正火),可以消除渗碳层网状碳化物及细化心部组织(850-870℃),第二次淬火主要改善渗层组织,对心部性能要求不高时可在材料的Ac1-Ac3之间淬火,对心部性能要求高时要在Ac3以上淬火。适用范围:主要用于对力学性能要求很高的重要渗碳件,特别是对粗晶粒钢。但在渗碳后需经过两次高温加热,使工件变形和氧化脱碳增加,热处理过程较复杂。2、二次淬火冷处理低温回火,组织及性能特点:高于Ac1或Ac3(心部)的温度淬火,高合金表层残余A较多,经冷处理(-70℃/-80℃)促使A转变从而提高表面硬度和耐磨性。适用范围:主要用于渗碳后不进行机械加工的高合金钢工件。3、渗碳后感应加热淬火低温回火,组织及性能特点:可以细化渗层及靠近渗层处的组织。淬火变形小,不允许硬化的部位不需预先防渗。适用范围:各种齿轮和轴类。钢材经过低压渗碳处理后,其表面硬度和耐磨性明显提升。上海低压渗碳原理

渗碳浓度加剧过渡:1、产生的原因及危害:渗碳浓度突然过渡就是表面与中心的碳浓度变化加剧,不是由高到低的均匀过渡,而是突然过渡。产生此缺陷的原因是渗碳剂作用很强烈(如新配制的木炭,旧渗碳剂加得很少),同时钢中有Cr、Mn、Mo等合金元素是促使碳化物形成强烈,而造成表面高浓度,中心低浓度,并无过渡层。产生此缺陷后造成表里相当大的内应力,在淬火过程中或磨削过程中产生裂纹或剥落现象。2、防止的方法:渗碳剂新旧按规定配比制,使渗碳缓和。用BaCO3作催渗剂较好,因为Na2CO3比较急剧。苏州乙烯低压渗碳价格金属材料经过低压渗碳处理后,可获得更好的耐磨性和抗蚀性能。

真空渗碳的工艺过程:1、渗碳零件的清洗主要是为了防止污染真空淬火油和真空泵。若只有油污,可以不清洗。不能有灰尘、杂物、切削液等杂质。2、上工装。选取合适的工装,采用合适的装炉方式,可以有效的减小工件变形,提高零件的淬火质量。避免因为工装的原因造成局部淬火不均匀。3、装炉。工件进冷室,冷室抽真空,打开隔热门,工件转移至渗碳热室(真空渗碳气淬炉无需转移),准备加热。4、加热。制定工艺时依据装炉量和工件形状选取合适的升温速度,尽可能采用分段加热、保温,使所有工件匀温。5、渗碳。真空渗碳是采用脉冲式渗碳。比如先渗碳三分钟,然后扩散8分钟,再渗碳三分,扩散8分,以此类推。整个工艺有若干段组成。段数,渗碳温度,时间决定渗碳层深度。6、降温保温淬火工艺结束后淬火操作和普通真空设备操作方式相同。需要二次淬火的,采用降温保温正火,之后高温回火,再加热淬火。真空渗碳油淬炉,冷室具备油淬和气冷功能。气冷压力2bar,冷速略大于正火。真空渗碳气淬炉具备高压高压气淬炉的所有功能。
碳浓度过低:1、产生的原因及危害:温度波动很大或催渗剂过少都会引起表面的碳浓度不足。较理想的碳浓度为0.9—1.0%之间,低于0.8%C,零件容易磨损。2、防止的方法:①渗碳温度一般采用920—940℃,渗碳温度过低就会引起碳浓度过低,且延长渗碳时间;渗碳温度过高会引起晶粒粗大。②催渗剂(BaCO3)的用量不应低于4%。渗碳后表面局部贫碳:1、产生的原因及危害:固体渗碳时,木炭颗粒过大或夹杂有石块等杂质,或催渗剂与木炭拌得不均匀,或工件所接触都会引起局部无碳或贫碳。工件表面的污物也可以引起贫碳。2、防止的方法:①固体渗碳剂一定要按比例配制,搅拌均匀。②装炉的工件注意不要有接触。固体渗碳时要将渗碳剂捣实,勿使渗碳过塌而使工件接触。③去除表面的污物。真空低压渗碳工艺操作简便,能够快速完成渗碳过程。

改进试验:(1)富化率试验,富化率是使用工艺模拟软件模拟渗碳工艺时非常重要的一个模拟参数,它直接影响强渗与扩散脉冲时间的长短,因此,富化率数值的真实性与准确性对渗碳质量的影响非常大。一般情况下,模拟渗碳工艺时多数以设备供应商提供的乙炔富化率曲线为准,但是由于出现了渗碳不均匀现象且富化率数值的真实性与准确性对渗碳质量的影响较大,为了从工艺角度降低出现渗碳不均匀现象的风险,因此,在我公司的真空炉生产现场进行了富化率试验以得到真实准确的、与生产现场相匹配的富化率数值,以确保渗碳工艺的准确性与有效性。试验的大概过程如下:将富化率试块搭入真空炉4号线正常生产的零件中,对渗碳前后试块的重量进行测量并记录,通过富化率计算公式进行计算,计算公式F=3600Dp/(ta)式中 Dp—零件渗碳前后质量变化;t—渗碳气体通入的时间;a—处理的零件的总面积,单位分别为mg、h、cm²。经过计算,得到940℃时乙炔富化率为13,而设备方提供的图表查到的数值为14,使用实测的富化率数值我现场又进行了新的工艺模拟。低压渗碳工艺包括奥氏体化、渗碳、淬火和回火等关键步骤。江苏钨钢低压渗碳厂家
温度范围一般在870°C至1050°C之间,压力范围在5mbar至15mbar之间。上海低压渗碳原理
齿轮真空渗碳技术作为一项绿色环保、节能高效的现代化热处理技术,在国内外汽车变速箱零件加工生产中获得了不断应用和发展。真空渗碳处理在齿轮方面的应用是有成效的处理之一。传统的气体渗碳由于齿轮壁厚相差悬殊必然造成渗碳深度不均匀,特别是齿顶和齿底部位的渗碳深度不均匀,给齿轮的疲劳强度带来极坏的影响。这里面有达到渗碳温度的加热问题,在气体渗碳时处理零件被装入已升温的炉内,根据质量效应,由于处理零件壁厚不同部位处的升温时间不同,从而在未匀热时就开始渗碳,所以壁厚差就导致渗碳深度的差异。对此,在真空渗碳处理时,零件装炉后,开始加热,根据处理零件的形状调整升温速度,并且与壁厚无关,待匀热后再进行短时渗碳从而可获得完全均匀一致的渗碳层。上海低压渗碳原理

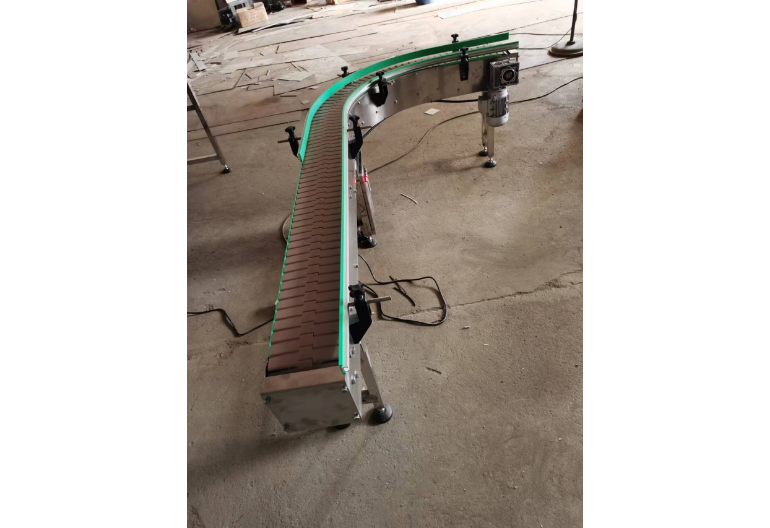
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05