- 品牌
- ALD,爱力德
- 型号
- 齐全
低压渗碳工艺,通入低压真空渗碳炉内的渗碳气氛(C2H2)在炉内裂解后形成C+H2,使得加热渗碳室内的“碳”处于饱和状态,并用碳富化率F(mg/h·cm2)来表达。当工件的表面积小于其临界值,C2H2的流量一定时,F值是恒定不变的;而当C2H2的流量大于其临界值,并且工件的表面积一定时,F值也是定值。因此,渗碳过程可用温度、时间、C2H2和N2的流量及压力4个参数进行控制。渗碳和扩散过程中,压力保持在70~2000Pa之间。低压渗碳是由交替地通入渗碳气体和中性气体的过程组成的。每次渗碳后,工件表面的“碳”将向工件内部扩散。低压渗碳工艺能有效减少零件热处理过程中的变形,提高加工精度和尺寸稳定性。浙江不锈钢低压渗碳工艺

炉膛结构与乙炔喷嘴排布方式的影响,真空炉4号线加热室炉膛呈八边形结构,炉膛体积大于1~3号线,但渗碳气体喷嘴数量与另外三条线相同(4号线内共分布5排渗碳气体喷嘴,图中用圆点示意,每排8个喷嘴;1~3号线为8排×5个/排的分布方式),且喷嘴在炉膛内未均匀分布(图中圆点只用来示意喷嘴位置分布,并非喷嘴本身的结构示意),炉膛底部无喷嘴分布。由于真空炉4号线加热室底部无渗碳气体喷嘴分布且炉膛体积也比1~3号线大,因此相同流量的渗碳气体在4号线加热室内的浓度势必比另外3条线低且分布不均匀,导致出现渗碳不均匀现象的风险较大程度上增加。浙江绿色低压渗碳厂家真空低压渗碳工艺对零件表面的质量要求高,可确保后续加工环节的质量稳定。

低压渗碳工艺通入低压真空渗炉内的渗碳气氛(2H2)在炉内裂解后构成C+H2,使得加热渗碳室内的“碳”处于饱和状态,并用碳富化率F(mg/hcm2)来表达。当工件的外表积小于其临界值,C2H2的流量一守时,F值是稳定不变的;而当C2H2的流量大于其临界值,并且工件的外表积一守时,F值也是定值。因而,渗碳进程可用温度、时刻、C2H2和N2的流量及压力4个参数进行操控。渗碳和分散进程中,压力保持在70~200Pa之间。低压渗碳是由交替地通入渗碳气体和中性气体的进程组成的。每次渗碳后,工件外表的"碳”将向工件内部分散。在每一个渗碳和分散周期内,需求一个从渗碳气氛向分散气氛转换的时刻。依据温度、气氙的裂解、气体膨胀的特性和真空泵的能力,该时刻只需5s。依据工件渗层要求,计算机模拟系统将计算出渗碳和分散进程的时刻和循环次数。因为加热渗碳室的较高温度可达1100℃,因而,即使选用980℃的渗碳温度也不会影响加热元件和保温层的。
渗碳压力,在可控气氛渗碳时,渗碳一定压力为1002-1003mbar,而真空渗碳时渗碳一定压力小于或等于30mbar,它不仅表明炉内的真空状态,更重要的是它与渗碳温度、时间和渗碳气体流量一起,直接或间接地影响渗碳层深度和工件表面碳浓度。研究表明,低压真空渗碳压力主要与渗碳温度、渗碳气体流量和真空泵组的抽速有密切的关系,其中渗碳压力与渗碳温度和渗碳气体流量成正比,与真空泵组的抽速成反比。而在选择渗碳气体流量时则主要考虑装炉量,因为渗碳气体流量与渗碳工件总的表面积成正比。减速箱低压渗碳可提高齿轮的传动效率和承载能力。

在20世纪90年代,低压真空渗碳介质以丙烷气为碳源得到一定的市场确认,较多汽车领域的用户使用这一新工艺。但通过实际使用证明,丙烷作为渗碳碳源的应用相对有限,主要集中应用于汽车齿轮类零件的低压真空渗碳,并未能在各个工业领域零件的低压真空渗碳中普遍使用。原因之一是当温度高于600℃时,丙烷很容易分解为碳、氢和甲烷,这种分解速率非常快,几乎瞬间完成,所以当丙烷气进入加热室内便开始分解,在被加热工件的附近空间更是倾向于大量分解,致使加热室内极易形成碳黑,而在炉子中相对温度较低的部位,如内壳或管道内,丙烷还形成焦油,对真空泵组极为有害。通过低压渗碳工艺,零件表面不会接触氧气,从而避免了晶间氧化和表面氧化现象。浙江铜低压渗碳厂家
真空低压渗碳工艺中的碳源乙炔无需回收,降低了工艺成本。浙江不锈钢低压渗碳工艺
简单的来说就是分解甲烷或乙炔中的碳原子,然后碳原子会吸附在基材表面,并融入到金属表层,这样表层含碳量就高了。然后,还必须要进行淬火和低温回火,这样表层硬度才能上去,金属内部深层没有变化。真空渗碳虽然是较为先进的工艺,同时拥有很多优点,但这种工艺的成本较高,比其他渗碳工艺更复杂,技术门槛高。浅谈低压真空渗碳工艺(中)真空渗碳技能又称低压渗碳技能,是在低压(一般压力为0-30 mbar)真空状态下,选用脉冲中办法,向高温炉内通入渗碳介质--高纯乙炔进行快速渗碳的进程。浙江不锈钢低压渗碳工艺

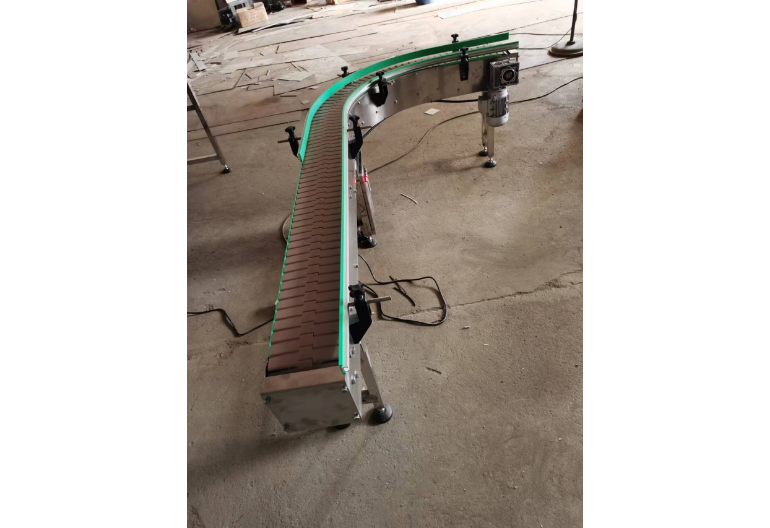
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05