- 品牌
- ALD,爱力德
- 型号
- 齐全
知识解答:1问:真空渗碳零件不清洗油不会影响渗碳的均匀性?答:不会影响渗碳的均匀性。不过加热室的底部会存有油。热室门打开以后,会有油流出。这是因为油加热后气化,扩散到热室内壁,由于夹层有冷却水,油气凝聚后流到热室底部。有条件的话较好清洗。2问:供气压力一般在0.2mpa怎么理解?答:供气压力是指乙炔和氮气的供气压力,0.2兆帕是2公斤压力。3问:乙炔在钢表面的反应是啥?分解出活性碳原子和H2?答:C-H共价键易打开直接裂解,不过乙炔到热室之后,不会马上裂解,到工件表面以后,才会裂解。高温工件是乙炔裂解的催化剂热处理低压渗碳可以改善材料的显微组织,提高其力学性能。不锈钢低压渗碳专业厂家

低压真空渗碳与高压气淬技术具有无内氧化,表面质量好,变形微小,工艺的稳定性和重复性好,热处理零件综合性能优异,使用寿命长,无污染公害,节能,生产成本低,自动化程度高等优点,目前已普遍应用于汽车发动机、汽车变速器等零件的热处理,成为了替代可控气氛渗碳的有效方法。 齿轮这么重要,这个真空渗碳技术也不容小觑呢,把品质、高效率、高稳定性视为终目标,为工业的发展做出更大贡献。变速器齿轮低压真空渗碳热处理工艺,汽车的变速器主要通过一系列的齿轮传动装置组成。这些齿轮在使用过程中需要经受大量的摩擦和碰撞,因此需要通过热处理和渗碳工艺来提升其整体强度。为了实现低成本、高性能,主减速从动齿轮采用环保的低压真空渗碳、高压气体淬火技术进行热处理。苏州气体低压渗碳方法低压渗碳工艺可以用于快速样品试验,调整和优化渗碳参数以满足不同需求。

渗碳介质裂解特性对比,,以下显示了不同的碳氢化合物气体在900~1000℃的温度范围内, 压力在2000Pa以下, 可能发生的一些分解反应。①分解反应;②甲烷 CH4→CH4 (1);③丙烷 C3H8→C+2CH4→C+2CH4 (2);C3H8→C2H4+CH4→C+2CH4 (3);C3H8→C2H2+H2+CH4→2C+CH4+2H2 (4);④乙烯 C2H4→C+CH4 (5);⑤乙炔 C2H2→2C+H2 (6)。观察丙烷的各种可能的分解反应, 可以很明显地看到, 所有反应较终都或多或少地产生甲烷。因此,它们只能为渗碳提供很少的自由碳原子。这一点也可由反应式(2)和(3)表示出来, 丙烷不论是直接分解, 还是通过生成乙烯中间环节的分解, 都生成甲烷和一个自由碳原子。
一般渗碳压力提高意味着渗碳气体流量加大,供碳能力加强。而渗碳压力降低,虽然会降低供碳能力,但却使炉内真空度提高,工件表面压强降低,金属工件晶体结构的空隙加大,致使工件对活性碳原子的吸附能力提高。因此,在进行低压真空渗碳时应选择合适的渗碳压力。经验表明,该压力应控制在3-25mbar范围内。渗碳介质,在可控气氛渗碳中,渗碳介质为甲醇+氮气+富化气+空气或甲醇+富化气+空气,而在真空渗碳中,渗碳介质为乙炔+保护气(氮气或惰性气体)或丙烷+保护气(氮气或惰性气体)。虽然丙烷气在低压真空渗碳中可能有不同的分解反应,但较终都会或多或少地产生甲烷。与传统的气体渗碳和油淬火相比,低压渗碳和高压气体淬火结合具有更好的均匀性和变形控制效果。

低压渗碳工艺设备:(1)低压渗碳装置可配置到各种标准的真空炉上例如:可在卧式VGQ系列高压高流率气冷真空炉、立式底装料的VGQV系列高压高流率气冷真空炉上、VGQ2系列双室高压高流率气冷真空炉、VOQ2系列双室油淬加压气冷真空炉等炉型上配置低压渗碳装置。(2)连续式低压渗碳炉,可实现与机加工设备进行同步生产通过多年的实际证明,与传统的连续式渗碳生产线相比较,连续式设计的低压渗碳炉具有很多的优点,特别适合于对生产率有较高要求的汽车领域。金属低压渗碳工艺能够改变材料的化学组成,提高其耐腐蚀性能。不锈钢低压渗碳厂商
真空低压渗碳工艺对环境友好,不产生废油、盐浴残留物或洗涤剂残留物。不锈钢低压渗碳专业厂家
低碳钢渗碳工艺方法:1、二次淬火低温回火,组织及性能特点:头一次淬火(或正火),可以消除渗碳层网状碳化物及细化心部组织(850-870℃),第二次淬火主要改善渗层组织,对心部性能要求不高时可在材料的Ac1-Ac3之间淬火,对心部性能要求高时要在Ac3以上淬火。适用范围:主要用于对力学性能要求很高的重要渗碳件,特别是对粗晶粒钢。但在渗碳后需经过两次高温加热,使工件变形和氧化脱碳增加,热处理过程较复杂。2、二次淬火冷处理低温回火,组织及性能特点:高于Ac1或Ac3(心部)的温度淬火,高合金表层残余A较多,经冷处理(-70℃/-80℃)促使A转变从而提高表面硬度和耐磨性。适用范围:主要用于渗碳后不进行机械加工的高合金钢工件。3、渗碳后感应加热淬火低温回火,组织及性能特点:可以细化渗层及靠近渗层处的组织。淬火变形小,不允许硬化的部位不需预先防渗。适用范围:各种齿轮和轴类。不锈钢低压渗碳专业厂家

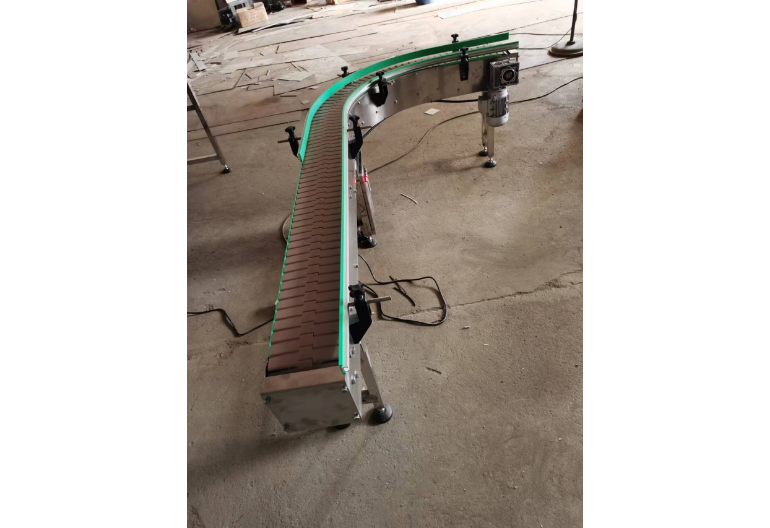
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05