- 品牌
- ALD,爱力德
- 型号
- 齐全
低压真空渗碳热处理工艺优势:1.优良的渗层质量:低压真空渗碳热处理可以在较低的温度和较短的时间内形成高质量的渗碳层,且渗层均匀、致密、无氮、无氧、无碳化物。2.节省能源:相比传统的气氛渗碳工艺,低压真空渗碳热处理可以节约能源,减少了二氧化碳排放,符合现代制造业的环保理念。3.保护环境:低压真空渗碳热处理使用真空环境,不需要使用有害的气体和化学品,减少了环境污染和健康风险。4.安全性高:低压真空渗碳热处理在真空环境下进行,不存在火灾、爆裂等危险,安全性高。渗碳气压力越高,渗碳越快,渗碳层越均匀。浙江低压渗碳市价

真空渗碳技术又称低压渗碳技术,是在低压(一般压力为0-30 mbar)真空状态下,采用脉冲方式,向高温炉内通入渗碳介质——高纯乙炔进行快速渗碳的过程。应用。真空渗碳主要应用于汽车变速箱齿轮及柴油喷嘴相等主要零部件的渗碳处理(如发动机,减速箱等)。真空渗碳的优势:1.克服传统气氛热渗碳无法解决的盲孔渗碳问题。2.避免内氧化问题 。3 真空渗碳的工艺温度达1700摄氏度。4 缩短工艺时间。5.真空渗碳技术与高压气冷淬火结合后减小畸变。6.提升微观结构性质、部件硬度等方面效果。 7. 解决渗碳过程中工件表面的晶间氧化、合金元素贫化等问题。 8. 真空渗碳与气体淬火相结合,通过对淬火过程中冷却速度的控制,提升产品处理质量。 9. 真空渗碳的废气排放量小,能耗低。 苏州乙烯低压渗碳哪家好渗碳是一种表面硬化工艺。

在一些特定领域.更显示出其性能,如盲孔类零件的针阀体喷油嘴,汽车驱动轴等。这些件用一般的可控气氛渗碳是比较困难的,而用低压真空渗碳却可轻易的加以解决。对大齿轮的渗碳结果也表明,齿顶齿面与齿根相比,低压真空渗碳可使二者之间的渗层差降至很小而可控气氛渗碳的渗层差比较大。而对低压真空渗碳的诸多优越性,欧美许多大汽车厂已开始修改其原有的汽车齿轮渗碳标准,如表面非马氏体及齿面与齿根渗层深度差。由于低压真空渗碳可实现高压气淬,且气淬压力是连续可调的,因此对控制薄壁类零件的变形是有效的.目前的生产表明,对许多零件已可以淘汰掉压床油淬的模式。
低压渗碳工艺通入低压真空渗炉内的渗碳气氛(2H2)在炉内裂解后构成C+H2,使得加热渗碳室内的“碳”处于饱和状态,并用碳富化率F(mg/hcm2)来表达。当工件的外表积小于其临界值,C2H2的流量一守时,F值是稳定不变的;而当C2H2的流量大于其临界值,并且工件的外表积一守时,F值也是定值。因而,渗碳进程可用温度、时刻、C2H2和N2的流量及压力4个参数进行操控。渗碳和分散进程中,压力保持在70~200Pa之间。低压渗碳是由交替地通入渗碳气体和中性气体的进程组成的。每次渗碳后,工件外表的"碳”将向工件内部分散。在每一个渗碳和分散周期内,需求一个从渗碳气氛向分散气氛转换的时刻。依据温度、气氙的裂解、气体膨胀的特性和真空泵的能力,该时刻只需5s。依据工件渗层要求,计算机模拟系统将计算出渗碳和分散进程的时刻和循环次数。因为加热渗碳室的较高温度可达1100℃,因而,即使选用980℃的渗碳温度也不会影响加热元件和保温层的。渗碳淬火后,工件表面产生压缩内应力,对提高工件的疲劳强度有利。

低压渗碳原理:渗碳与其他化学热处理一样,也包含3个基本过程。分解→吸附→扩散,分解:渗碳介质的分解产生活性碳原子。吸附:活性碳原子被钢件表面吸收后即溶到表层奥氏体中,使奥氏体中含碳量增加。扩散:表面含碳量增加便与芯部含碳量出现浓度差,表面的碳遂向内部扩散。碳在钢中的扩散速度主要取决于温度,同时与工件中被渗元素内外浓度差和钢中合金元素含量有关。因此渗碳被普遍用以提高零件强度、冲击韧性和耐磨性,借以延长零件的使用寿命。真空渗碳具体的选择根据需处理的零件的类别、形状特点以及渗碳层深度来确定。减速箱低压渗碳专业厂家
表面渗碳是提高承受高负荷、剧烈磨损或疲劳的机械部件使用寿命的主要热处理工艺手段之一。浙江低压渗碳市价
输出轴,材料20MnCr5,热处理技术要求:表面与心部硬度分别为680~780HV30和350~480HV30,有效硬化层深度(硬度550HV1)为0.7~1.0mm。真空渗碳技术:1)工艺。渗碳温度950℃,加热和均温时间50min;渗碳时间10.13min;扩散时间78.87min;淬火介质为高纯度氮气;淬火压力2MPa;淬火时间10min;富化率为13.81mg/h·cm²;回火温度150℃;回火时间2.5h。2)检验结果。表面与心部硬度分别为725~727HV30和434~442HV30;齿面有效硬化层深度为0. 788mm (550HV1);齿面金相组织为碳化物(1级)+残留奥氏体(2级)+马氏体(2级),无明显的非马氏体组织;检查三处轴径变形(径向跳动)分别为0. 021~0.045mm、0. 029~0. 089mm和0.041~0. 054mm。浙江低压渗碳市价

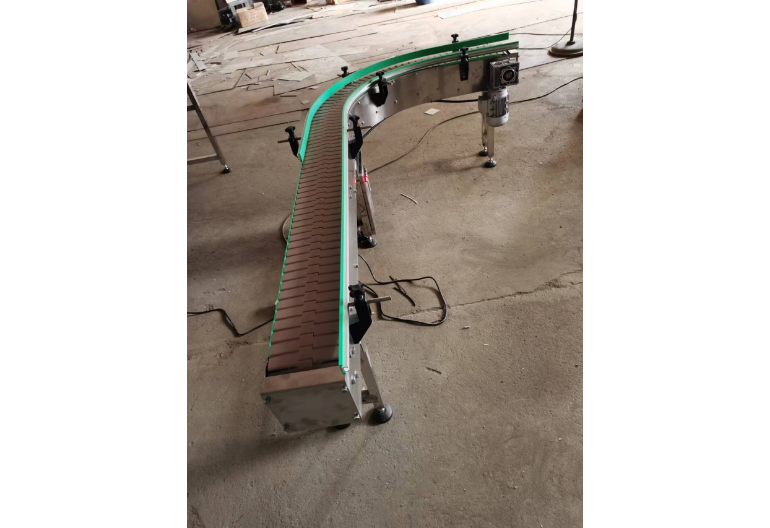
链板输送机相较螺旋输送机没有那么复杂的结构。主要是链板的材质和间距、链板的宽度以及转弯的宽度来决定其质量的好坏。常见的链板的材质有POM材质和不锈钢及不锈铁3种,转弯形式有带翼转弯和磁性转弯2种。链板宽度也是应业主的不同需要来调节。目前国家统一标准有63.5、82.5、114.3、152.4等要求。国标也对转弯链板的宽度有具体的规定。链板输送机在使用中链板的连接点是其薄弱环节,这也成了区分链板输送机质量好坏的一个标准。它在实际应用中会因为受力不均、卡链、韧性差等原因造成链条磨损、断裂、拉开。进而造成整个链板输送机的损坏。因而我们在实际使用中要注意链板输送机的日常维护。日常固定用水清洗链板、及时...
- 镇江工业链板输送机 2023-09-13
- 山东皮带输送机厂商 2023-08-21
- 黑龙江重型链板输送机厂家 2023-08-21
- 南通皮带输送机厂家哪里好 2023-08-21
- 常州多列链板输送机 2023-08-21
- 天津皮带输送机报价 2023-08-21
- 石家庄链板输送机销售厂家 2023-05-06
- 绍兴链板输送机定制 2023-05-06
- 银川重型链板输送机价格 2023-05-06
- 链板式输送设备供应价格 2023-05-06


- 广州链板输送机厂家 2023-05-05
- 重型链板输送机生产商 2023-05-05
- 郑州链板输送机供应商 2023-05-04
- 济南重型链板输送机 2023-05-04
- 西藏链板输送机技术指导 2023-05-04
- 武汉转弯式链板输送机 2023-05-04




- 常州多列链板输送机 08-21
- 天津皮带输送机报价 08-21
- 石家庄链板输送机销售厂家 05-06
- 绍兴链板输送机定制 05-06
- 银川重型链板输送机价格 05-06
- 链板式输送设备供应价格 05-06
- 湖北可移动链板输送机 05-05
- 山西链板输送机供应 05-05
- 绍兴弯道链板输送机 05-05
- 贵州塑料链板输送机厂家 05-05