该反应器在环境生物修复领域发挥重要作用。其多相反应器系统可模拟土壤、水体等不同污染环境。在线降解产物监测通过气相色谱-质谱联用实现了污染物降解过程的实时追踪。某环保科技公司利用该平台开发的石油降解菌剂,在海上溢油处理中表现出性能,72小时内原油降解率达到85%。在食品发酵工业中,该设备推动了传统工艺的现代化升级。其电子感官分析系统通过电子鼻、电子舌实现了产品风味的数字化评价。在线质构分析模块可实时监测发酵产品的物性变化。某酱油生产企业利用该反应器优化了米曲霉培养工艺,不仅将发酵周期从180天缩短至90天,还提升了产品风味的丰富度和稳定性。微生物发酵用生物反应器需精确控制温度、pH 值,为菌株生长与产物合成提供稳定条件。pH生物反应器

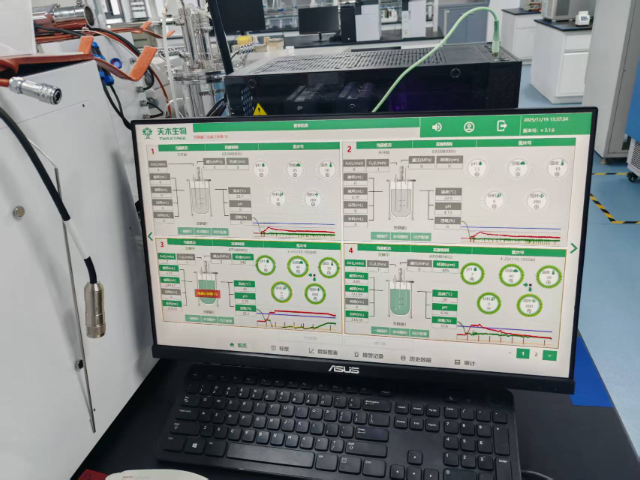
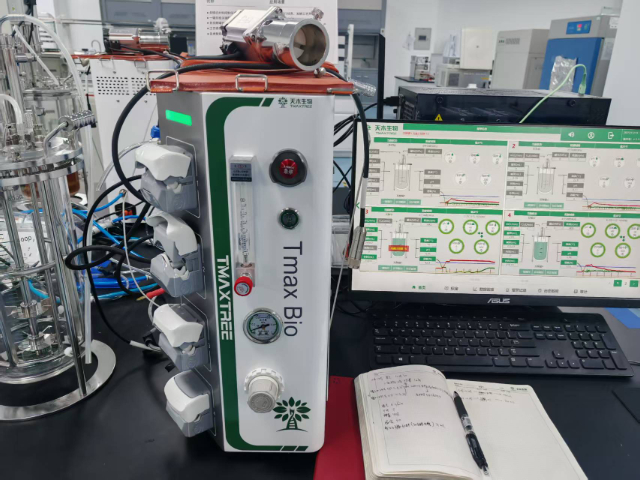
在用户体验方面,该反应器注重操作的便捷性。7.7英寸电容触摸屏提供直观的操作界面,参数设置简单明了。一键自检功能可快速诊断设备状态,简化了日常维护工作。完善的操作指南和培训资料帮助用户快速掌握设备使用方法,缩短学习周期。该反应器在售后服务方面也有充分保障。厂家提供完善的技术支持和维修服务,确保设备的长期稳定运行。定期软件更新不断优化设备功能,提升用户体验。备件供应充足,维修响应及时,很大程度减少设备停机时间。河北剪切力生物反应器搅拌式生物反应器通过桨叶设计优化流场分布,提升物料混合均匀性与反应效率。
在创新药物研发领域,该设备展现出独特价值。其精确的过程控制能力可满足药物产生菌的特殊培养需求。灵活的补料策略支持复杂代谢调控方案的实现。某创新药研发企业利用该平台,成功将一种新型药物的产量提高了3倍,加速了研发进程。这些成功应用充分证明了该设备在创新药物开发中的重要地位。对于食品添加剂生产,该设备提供了安全可靠的生产平台。其全封闭的设计有效防止了外来污染,确保了产品安全性。精确的pH和温度控制保障了产品质量的稳定性。某食品添加剂生产企业采用该设备后,产品合格率提升至99.8%,同时生产成本降低了15%,取得了经济效益。
在节能环保方面,该设备采用了多项创新设计。高效搅拌系统在保证混合效果的同时,降低了能耗。智能温控系统根据实际需求动态调节加热功率,避免能源浪费。尾气处理系统有效减少了挥发性物质的排放。某生物技术公司使用该设备后,发酵过程的单位能耗降低了30%,充分体现了其环保优势。售后服务体系完善,为用户提供技术支持。公司建立了专业的技术支持团队,提供从设备安装、操作培训到维护保养的全流程服务。定期软件更新不断优化设备功能,确保用户始终使用先进的控制系统。充足的备件库存和快速的响应机制,很大程度减少了设备停机时间,保障了用户研发工作的连续性。微载体培养系统支持贴壁细胞扩增,满足 CAR-T 疗法生产需求。
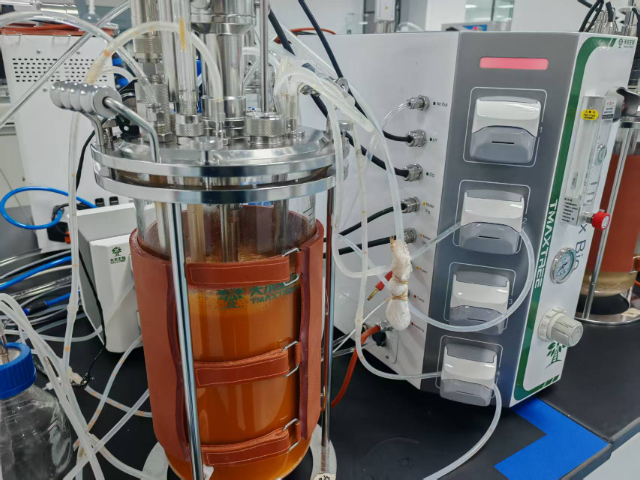
对于特殊发酵工艺的需求,该反应器提供了灵活的定制选项。用户可根据需要定制不同规格的罐体,满足特定工艺的要求。搅拌桨叶也可根据发酵特性进行定制选择,包括六平叶、六斜叶、消泡桨等多种类型。这种灵活的定制能力使设备能够适应各种特殊的发酵工艺需求。该反应器在能耗方面表现出色,整机最大功率只有100W,运行成本较低。紧凑的设计使其占地面积小,非常适合实验室环境使用。设备工作环境要求宽松,可在温度5-35℃、湿度≤85%RH的环境下稳定运行,适应大多数实验室条件。生物反应器的传感器系统实时监测溶解氧、营养物浓度,为工艺优化提供数据支撑。pH生物反应器
一次性生物反应器避免交叉污染,成为 mRNA 疫苗生产的主流设备。pH生物反应器
该反应器在微生物发酵工艺开发与优化中表现出优势,尤其适用于菌株筛选、种子扩培及高附加值产物的试生产。其模块化设计允许用户根据实验需求灵活配置系统参数,配合直观的上位机软件界面,实现发酵过程的控制与实时监控。设备具备完善的一键自检功能,可快速诊断关键配件连接状态,有效提升操作效率与设备可靠性。在工艺模型管理方面,系统支持不同批次工艺的实时保存、对比与导出,帮助用户高效构建工艺知识库,识别关键优化点。其经典单罐设计经严格密封测试,适配1L至7L不同规格罐体,确保从小试到放大过程的工艺一致性,为工业放大提供可靠数据支撑。pH生物反应器
无锡源清天木生物科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的化工中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,无锡源清天木生物科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!