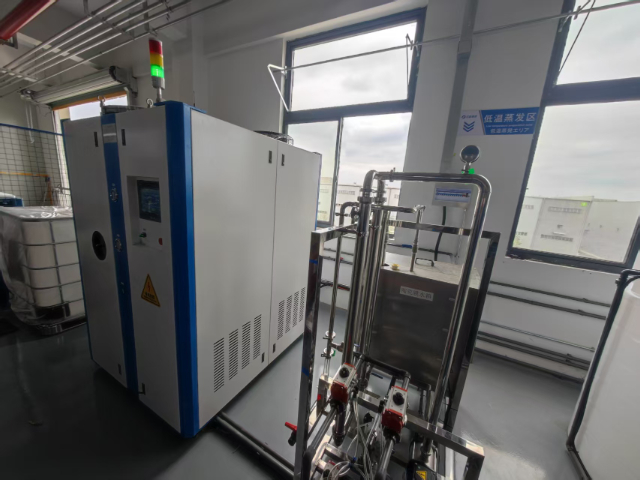
含盐酸废水热泵低温蒸发浓缩设备案例:客户是江苏一家材料公司,新的生产工艺会产生含盐酸废水,每条产线每日约产出3吨,环保要求严格,使用传统的药剂添加的方式需人工值守添加,且需经常检测,客户无更好的处理方式。智康团队经过实地考察和样本分析后,为其定制了每日处理量为3000L的热泵低温蒸发浓缩设备。盐酸废液全封闭低温负压蒸发,占地面积小、一键启动,自动化程度高,无需人员操作。同时,设备采用了先进的节能技术,在运行过程中能耗较低,进一步为客户节约了运营成本。客户证言:使用苏州智康环保科技有限公司的热泵低温蒸发浓缩设备后,直接接入我司生产线尾端,大幅降低了我们的委外处理成本,节省人工,设备全智能运行,一键启动,处理后的水达环保要求。 还在纠结设备占地面积大?低温蒸发浓缩设备,结构紧凑,占地面积小,节省宝贵空间资源!电镀镍回收蒸发器研发厂家
热泵低温蒸发浓缩设备的运行过程中,物料成分会直接影响设备的换热效率和蒸发速率,进而左右处理能力。物料成分物料中含有的各类成分会从不同角度影响设备运行:结垢性成分:若物料含有大量钙、镁离子,或硫酸盐、碳酸盐等易结垢物质,运行过程中会在换热面形成坚硬的垢层,阻碍热量传递,随着垢层增厚,处理能力会持续下降。悬浮物与胶体:物料中的悬浮物、胶体颗粒会附着在换热表面,形成一层隔热层,同样会降低换热效率;若颗粒粒径较大,还可能堵塞设备管路或喷淋组件,造成进料不畅、蒸发不均。热敏性、腐蚀性成分:虽然这类成分不直接降低处理能力,但热敏性物料需控制更低蒸发温度,会间接增加热量消耗;腐蚀性成分会侵蚀换热组件,长期运行会导致换热面变薄、漏损,影响换热效率和处理能力。日处理4吨水低温蒸发浓缩设备定制厂家我们低温蒸发浓缩设备厂家的设备适用范围广,可处理多种不同特性的物料,满足多样需求!

葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。
低温蒸发设备凭借先进的工艺设计与智能控制系统,在废液处理、物料浓缩等领域展现出的技术优越性,具体优势如下:1、高度自动化运行,节省人力成本设备搭载全套智能控制与运行管理系统,可实现从进料、蒸发、分离到排渣的全流程自动化操作。2、纯物理蒸馏工艺,绿色环保无污染采用纯物理变化的蒸馏分离原理,整个处理过程无需添加任何化学药剂。3、智能监控与预警,保障设备安全稳定配备专业PLC控制系统与触控式人机交互界面,操作人员可通过屏幕直观查看设备的各项运行参数,实现运行状态的在线实时监测。4、负压全封闭运行,适配复杂物料处理设备采用全封闭负压运行设计,真空度达-0.098MPa。负压环境不*能进一步降低废液的沸点,实现更低温度下的高效蒸发,特别适合热敏性物料的浓缩与分离,避免物料因高温而发生变性、分解。操作过程中,定期检查设备的加热系统,保证其正常工作,避免加热不均!

37℃蒸发技术彰显了苏州智康环保科技有限公司设备的温和特质与高效性能。相较于传统高温蒸发方式的高能耗,以及易致使物料有效成分受损或废水中污染物分解、进而影响处理成效的弊端,此低温蒸发技术可在37℃这一较低温度环境下达成水分蒸发,规避了高温对物料或废水产生的负面作用。在针对含热敏性成分的医药中间体、食品添加剂等物料进行浓缩,以及处理含易挥发污染物的工业废水时,该技术能很大程度保留物料活性与价值,保障废水处理过程稳定且安全,同时减少设备腐蚀与结垢情况,延长设备使用年限。担心设备与自身需求不匹配?我们低温蒸发浓缩设备厂家提供定制服务,按需打造专属设备!有机母液智能浓缩设备哪家好
低温蒸发浓缩设备,具备先进的密封技术,有效防止物料泄漏,保障生产环境安全!电镀镍回收蒸发器研发厂家
资源循环利用,打造闭环生产新模式:低温蒸发浓缩设备不*关注废水处理本身,更着眼于资源的深度回收与再利用。针对含镍等金属离子的工业废水,设备能够精细分离并富集有价值的成分,使原本被视为废弃物的浓缩液转化为可回用的资源。这种“变废为宝”的能力,不*减少了原材料采购成本,也降低了对环境的潜在负担。通过构建从废水到资源的闭环路径,企业不*能提升资源利用效率,还能在循环经济体系中占据更有利的位置。设备所体现的资源化思维,正契合国家倡导的绿色制造与清洁生产理念,助力企业实现环境效益与经济效益的双赢。电镀镍回收蒸发器研发厂家







