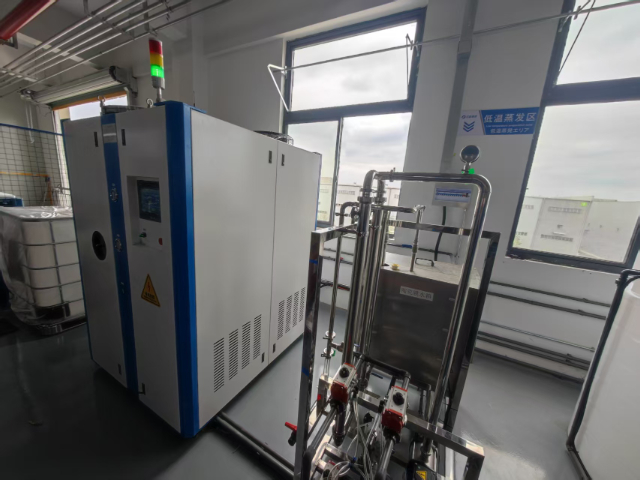
37℃蒸发技术彰显了苏州智康环保科技有限公司设备的温和特质与高效性能。相较于传统高温蒸发方式的高能耗,以及易致使物料有效成分受损或废水中污染物分解、进而影响处理成效的弊端,此低温蒸发技术可在37℃这一较低温度环境下达成水分蒸发,规避了高温对物料或废水产生的负面作用。在针对含热敏性成分的医药中间体、食品添加剂等物料进行浓缩,以及处理含易挥发污染物的工业废水时,该技术能很大程度保留物料活性与价值,保障废水处理过程稳定且安全,同时减少设备腐蚀与结垢情况,延长设备使用年限。设备运行期间,定时查看冷凝水排放系统,确保畅通,否则会影响蒸发效率!垃圾渗滤液处理低温蒸发浓缩设备废水案例

工业废水处理成本高、环保不达标?低温蒸发设备直接帮你解决难题!30-45℃低温运行,不用高温不用化学药剂,纯物理分离超安心,高盐、高COD、含重金属的废水都能搞定。废液浓缩减量90%以上,委外处置费一年省几十万甚至上百万!处理后的蒸馏水清澈达标,能直接回生产线循环用,电导率才190㎲/cm,COD去除率高达99%。全自动化运行+云端APP监管,多项数据实时监测,不用专人值守,异常情况提前预警。撬装式设计占地才6㎡,10年行业经验+1000+成功案例,化工、电镀、制药、机械加工等20多个行业都能用。现在下单快速出货,1小时响应、24小时上门服务,从水质检测到安装调试一站式搞定,环保合规+降本增效。日处理20吨水低温蒸发浓缩设备怎么处理担心设备功能不完善?我们厂家不断创新,低温蒸发浓缩设备功能丰富,满足各种生产工艺!
葡萄汁果汁浓缩案例:某公司通过引进低温蒸发浓缩设备,建成浓缩生产线,采用低温浓缩技术生产葡萄浓缩果汁。该技术不会对香气造成加热破坏,生产出较传统原浆和高温浓缩汁更有竞争力的低温浓缩汁。产品品质明显提升:维生素C保留率从60%提升至92%,果汁色泽鲜亮,果香浓郁,产品单价提高15%,市场竞争力增强。低温浓缩技术的应用,使得葡萄缩果汁在香气保留和营养成分完整性方面表现优异,满足了消费者对品质、健康果汁的需求,从而在市场上具有较强的竞争力。该企业利用热泵真空低温蒸发器,实现了果汁的高效浓缩,同时保留了果汁的原有风味和营养成分,提高了产品质量和市场竞争力。
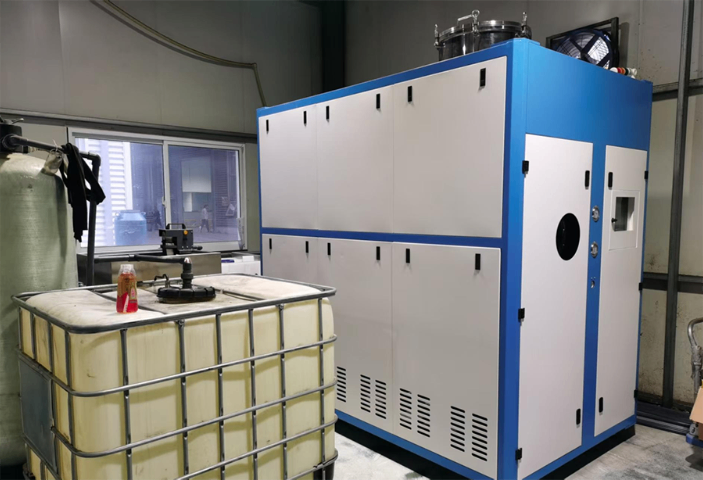
含盐酸废水热泵低温蒸发浓缩设备案例:客户是江苏一家材料公司,新的生产工艺会产生含盐酸废水,每条产线每日约产出3吨,环保要求严格,使用传统的药剂添加的方式需人工值守添加,且需经常检测,客户无更好的处理方式。智康团队经过实地考察和样本分析后,为其定制了每日处理量为3000L的热泵低温蒸发浓缩设备。盐酸废液全封闭低温负压蒸发,占地面积小、一键启动,自动化程度高,无需人员操作。同时,设备采用了先进的节能技术,在运行过程中能耗较低,进一步为客户节约了运营成本。客户证言:使用苏州智康环保科技有限公司的热泵低温蒸发浓缩设备后,直接接入我司生产线尾端,大幅降低了我们的委外处理成本,节省人工,设备全智能运行,一键启动,处理后的水达环保要求。 操作低温蒸发浓缩设备,时刻留意液位变化,防止液位过低使设备干烧,或过高溢出!

密闭运行,守护环境与人员安全:环保与安全是现代工业不可逾越的底线,而低温蒸发浓缩设备正是为此量身打造。整套系统在全密闭环境中运行,有效防止了有害气体逸散和异味扩散,避免对周边空气造成二次污染。同时,由于操作过程中不产生大量废渣或高浓度废气,大幅降低了后续处置难度与环境风险。设备还配备了多重安全保护机制,确保在各种工况下稳定运行,保障操作人员健康与厂区安全。这种高度集成、封闭可控的设计思路,不*满足日益严格的环保法规要求,也让企业在社会责任履行方面更具底气。操作时,严格按照操作规程添加物料,避免因物料性质不符,损坏设备或影响浓缩效果!食品加工高BOD废水低温蒸发浓缩设备经典案例
我们低温蒸发浓缩设备厂家的设备适用范围广,可处理多种不同特性的物料,满足多样需求!垃圾渗滤液处理低温蒸发浓缩设备废水案例
专精特新,精细化应对复杂水质挑战:面对成分复杂、波动较大的含镍废水,普通处理设备往往难以兼顾效率与稳定性。而低温蒸发设备则基于对特定污染物特性的深入研究,进行了针对性优化设计。其主要工艺能够高效截留并浓缩目标金属离子,同时确保出水清澈透明、水质稳定可靠,完全满足回用于生产环节的标准。这种“量体裁衣”式的解决方案,不*提升了处理效果,也增强了系统对水质变化的适应能力。无论是在电镀、电子还是金属加工行业,该设备都能展现出可靠的适用性与可靠性,成为企业废水治理的得力助手。垃圾渗滤液处理低温蒸发浓缩设备废水案例