智能化载带成型机通过融合工业物联网(IIoT)、人工智能(AI)与高精度机械控制技术,实现了从材料处理到成品检测的全流程智能化。其关键系统包括智能温控模块、自适应压力调节装置与视觉引导定位系统。智能温控模块采用分布式加热架构,结合红外热成像技术,实时监测材料表面温度分布,自动调整各区段加热功率,确保材料在成型过程中温度均匀性误差小于±0.8℃。自适应压力调节装置通过压力传感器与AI算法,动态优化模具压力曲线,针对不同材料厚度(0.12mm-0.6mm)自动匹配比较好成型压力,使载带口袋深度一致性达到±0.015mm。视觉引导定位系统则利用双目立体视觉技术,实时校准拉带偏移量,确保定位孔间距误差低于±0.02mm。某企业应用该技术后,载带产品尺寸精度提升40%,生产效率提高65%。设备采用双工位交替成型技术,在取料同时进行下一周期压制,缩短待机时间。苏州平板载带成型机公司

全自动载带成型机由四大关键模块构成:智能加热系统、伺服驱动拉带单元、精密模具成型模块与在线检测闭环。智能加热系统采用PID算法与红外辐射技术,实现材料表面温度均匀性误差±0.5℃以内,确保塑料流动性稳定。伺服驱动单元通过EtherCAT总线实现0.01ms级响应,拉带速度波动率低于0.2%,保障口袋间距精度。精密模具采用双金属热流道设计,配合自适应压力补偿算法,可自动修正材料厚度变化导致的成型偏差。在线检测模块集成2000万像素线阵相机与AI视觉算法,实时监测口袋尺寸、定位孔位置及表面缺陷,检测速度达800米/分钟,缺陷检出率99.95%。某企业应用该技术后,产品一次合格率从97%提升至99.8%,客户投诉率下降80%。佛山载带成型机载带成型机的智能计数器可准确统计生产数量,并支持按卷数自动停机。

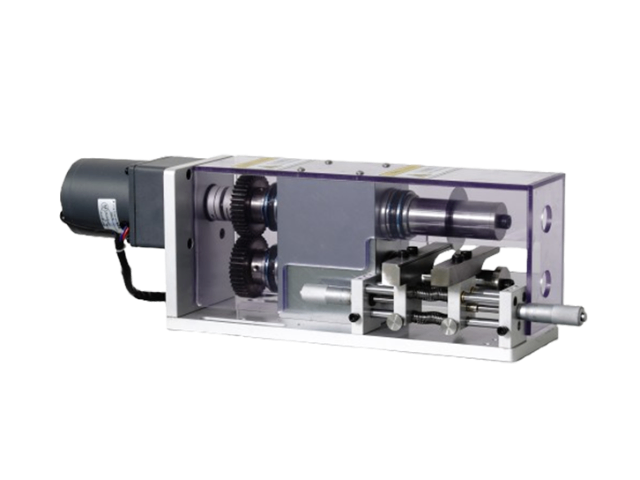
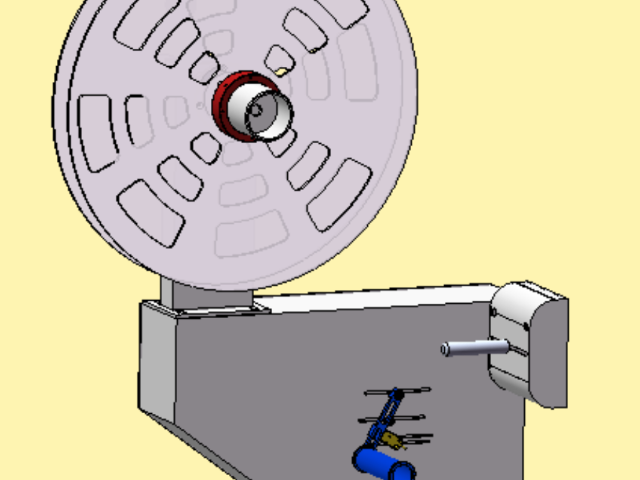
载带成型机通过精密的热塑成型技术,将塑料基材转化为电子元器件的专门使用包装载体。其关键 流程包括加热、成型、冲孔与收卷四大环节:首先,塑料基材经加热装置升温至190℃-245℃(具体温度依材料特性调整),使其达到可塑状态;随后,材料被输送至成型模具区域,通过压缩空气或机械推模机构,使材料贴合模具型腔形成载带口袋结构;冲孔环节则利用气压驱动的冲孔模具,在载带边缘精确冲出定位孔,确保后续自动化贴装设备的识别精度;终,收卷装置通过感应电机控制卷盘转动,实现直径达1米的超大卷盘收料。该过程对温度、压力与速度的协同控制要求极高,例如生产PS材质载带时,温度需严格控制在190℃-235℃区间,压力设定为5-8kgf/cm²,以确保载带口袋的尺寸精度与表面平整度。
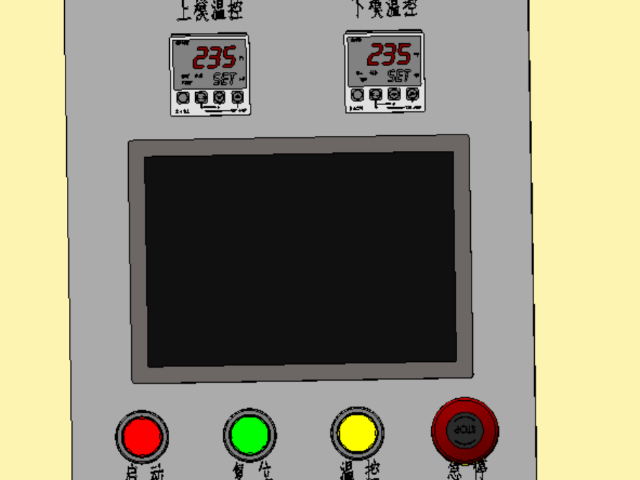
载带成型机的维护需遵循“预防为主”原则,日常保养包括每日清洁加热模块、每周润滑传动部件、每月校准温度传感器。关键部件如伺服电机、温控表需每季度进行性能检测,例如通过红外测温仪验证模具实际温度与显示值的偏差是否超过±3℃。常见故障中,70%由模具磨损引发,表现为载带口袋深度不一致或边缘毛刺增多,需定期更换模具并调整平行度;20%故障源于气压系统异常,如冲孔力度不足可通过检查气源压力与电磁阀密封性排除;剩余10%则与电气系统相关,需通过PLC错误代码定位故障点。设备配备的故障自诊断系统可实时监测20余项运行参数,当检测到异常时自动触发声光报警并生成维修建议,明显降低停机时间。设备配备应急停止按钮,在紧急情况下可瞬间切断所有动力源。
智能化载带成型机通过模块化设计与数字孪生技术,实现多规格载带的柔性化生产。设备支持12mm-150mm宽幅载带的快速切换,换型时间从传统机型的3小时缩短至18分钟。其关键在于数字孪生系统,通过虚拟调试功能,在物理换型前完成参数验证与模具校准。例如,生产0402电容载带与QFN封装载带时,只需更换模具、调整视觉定位参数并加载预设工艺包,即可在25分钟内完成跨规格切换。此外,设备兼容PS、PC、PET等8种塑料基材,通过AI材料识别模块自动匹配工艺参数,无需人工干预。某企业应用该技术后,订单交付周期缩短50%,小批量定制化生产能力提升3倍。通过压力平衡阀调节,设备可确保多工位成型压力一致,提升载带合格率。广东全自动载带成型机公司
通过气动辅助脱模技术,设备可快速分离载带与模具,减少卡料现象。苏州平板载带成型机公司
当前,载带成型机正加速向智能化转型。一方面,设备集成工业物联网(IIoT)模块,实现生产数据实时上传与云端分析。例如,通过采集温度、压力、速度等200余项参数,AI系统可预测模具寿命与设备故障,提top30天推送维护提醒。另一方面,数字孪生技术被应用于虚拟调试与工艺优化。某企业利用数字孪生平台,将新模具调试时间从72小时缩短至8小时,工艺验证效率提升6倍。此外,智能排产系统可根据订单需求自动生成生产计划,结合设备状态与库存数据,实现资源利用率比较大化。某工厂应用该系统后,设备综合效率(OEE)从75%提升至92%。苏州平板载带成型机公司