- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
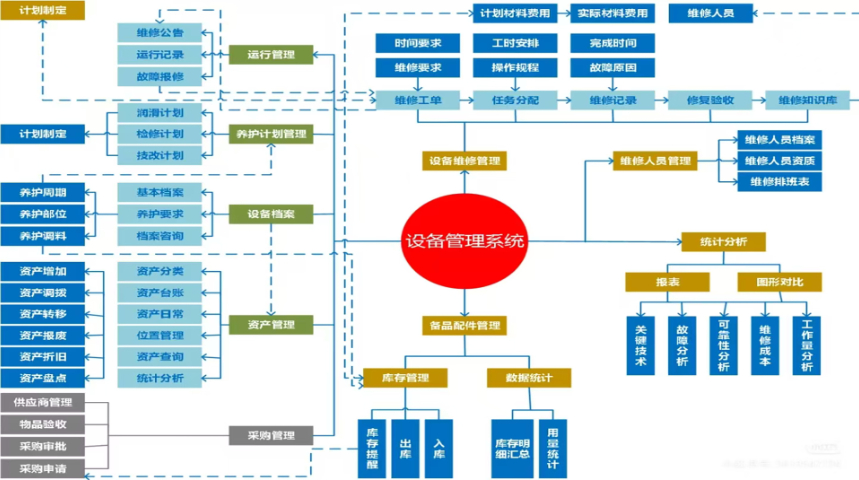
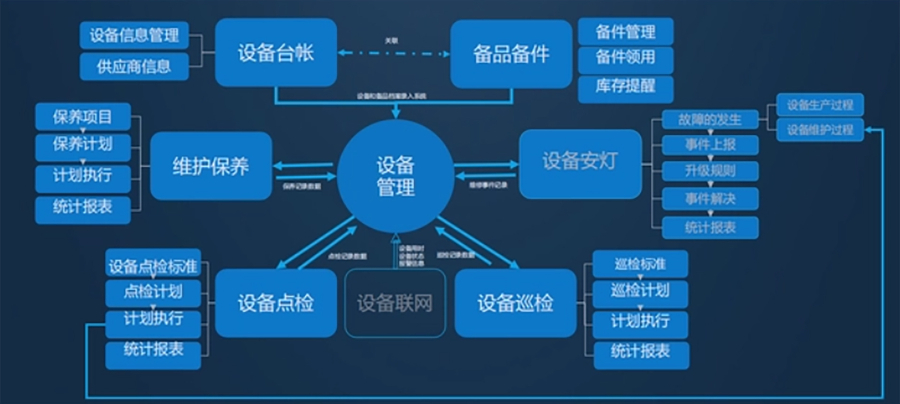
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
以某大型制造企业为例,该企业引入了数字化的设备管理系统,对其生产线上的关键设备进行了智能化升级。通过安装系统的实际运用,企业能够实时监测设备的运行状态和性能指标。同时,系统还会根据设备运行情况生成维护计划,提醒管理人员及时进行维修和保养。在实施数字化管理方式后,该企业发现设备的故障率明显降低,设备的整体运行效率和使用寿命得到提升。具体来说,某台关键设备在实施数字化管理前,平均每年需要维修3次,而在实施后,该设备在过去两年内只维修过1次。这不只减少了企业的维修成本,还提高了设备的可用性和生产效率。此外,通过数据分析,企业还发现了一些设备运行中的潜在问题。针对这些问题,企业及时调整了设备的运行参数和维护计划,进一步提高了设备的稳定性和使用寿命。据统计,引入数字化管理方式后,该企业的设备平均使用寿命延长了20%以上。三、结论数字化管理方式为企业延长设备与其他固定资产的使用寿命提供了有效的解决方案。通过实时监测、数据分析和预防性维护等手段,企业可以更好地管理设备,提高设备的运行效率和使用寿命。系统还可以根据设备的严重程度启动相应的应急预案。广东机床设备管理系统
通过工业物联网资产跟踪和数字孪生,我们不*可以跟踪温度和湿度等关键环境因素,还可以跟踪这些材料的位置,例如,通过将其与有关压缩机振动门打开/关闭状态的大量数据相结合,组织可以收到主动警报,从而防止浪费。这种方法不*可以保护宝贵的资产,还可以延长其使用寿命,这体现了工业物联网如何将单纯的数据收集转变为更智能、更高效运营的催化剂。填补与工业运营相关的数据盲点,并利用完整的数据图做出决策可以减少近10%的浪费。工业物联网环境监测用例远程电源循环:组织可以远程重新启动网络、计算机和其他设备。数据中心的能源管理:企业可以测量环境因素,例如湿度、温度和占用情况,以管理暖通空调系统,并使用电机和其他设备的能源计量进行预测性维护。泄漏和洪水检测:企业可以持续监控是否有水,并关闭水泵和水阀以防止损坏。农业废物管理:该领域的组织可以使用传感器监测废物储存区的状况,防止溢出和泄漏,从而保护周围的土地和水源。智能配电电网:工业物联网可以实现更好的负载管理,减少浪费的电力,并增强可再生能源的整合。总结工业企业使用工业物联网来监控环境条件时可以获得许多好处。对于工业企业来说。青岛胶合板生产设备管理系统设备管理系统能够实现对设备运行状态的实时监控。

展望未来,设备管理系统将朝着更加智能化的方向发展。数字孪生技术的深入应用将实现虚实设备的深度交互,自主决策系统的完善将赋予设备自我管理能力,而区块链技术的引入则有望构建起设备全生命周期的可信数据链。这些创新将进一步强化设备管理系统在企业数字化转型中的地位。工业设备管理的智能化转型是一项系统工程,需要企业在技术应用、组织变革和人才培养方面协同推进。那些率先完成这一转型的企业,已经在生产效率、运营成本和产品质量等方面建立起优势。随着技术的持续进步,设备管理系统必将为制造业高质量发展注入更强劲的动力。
降低设备运行成本。改善供应链管理:工业物联网技术可以实时追踪物料、产品的流动情况,优化供应链布局和运输路线,降低物流过程中的能源消耗。通过对供应链数据的分析,可以识别出低效率和瓶颈环节,提出改进措施,提高整体运营效率。促进创新业务模式:工业物联网技术的应用可以促进制造业向服务型制造转型,通过提供基于数据的增值服务,创造新的盈利点。例如,基于能耗数据的能源管理服务、基于设备运行数据的设备健康管理服务等,都可以为制造业带来额外的收入。综上所述,工业物联网通过节约能源帮助制造业实现盈利的方式具有多样性和综合性。通过智能能耗监控与管理、提升能源利用效率、优化设备维护与管理、改善供应链管理以及促进创新业务模式等多个方面的综合作用,工业物联网为制造业带来了**的节能效果和盈利机会。并且需要一些维护)。能耗数据可用于改善生产计划,降低总体能耗,并降低相关成本。查明非工作时间浪费的能源也可以帮助您节省资金。3.供应链和劳动力优化工业物联网为供应链的各个方面提供实时信息。高效的实施为您提供了一幅清晰的画面,可以展示材料、设备和产品在整个流程中是如何移动的。业务逻辑层的设备台账引擎可标准化存储设备技术参数、位置关联与变更历史。

在应用优势方面,智能化设备管理系统为企业创造了多重价值。经济效益通过预防性维护和备件优化,企业运维成本普遍降低百分之二十至三十五。其次是管理效能的提升,标准化流程和数字化工具使设备管理效率提高百分之五十以上。更重要的是战略价值的创造,设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,优化产品设计,使新产品故障率降低了百分之四十。实施路径上,企业通常采用三步走策略。首先是基础建设阶段,重点完成设备联网和数据平台搭建。其次是能力建设阶段,开发智能分析模型和应用场景。持续优化阶段,完善知识库和自主决策能力。某电子制造企业通过十八个月的系统实施,设备综合效率提升了十五个百分点,年节约运维成本两千八百万元。预防性维护管理是设备管理系统的重要功能,可基于设备运行时长等数据生成维护工单。青岛石化设备管理系统
它能实现备品备件的采购申请、审批、到货质检,实时库存监控及安全库存提醒。广东机床设备管理系统
OverallEquipmentEfficiency既是一种计算方法,也是一种综合衡量工厂效率的工具,是企业生产管理的重要标准。由现场人员输入数据或设备自动采集数据,通过OEE计算分析后将设备综合效能及时地反映在计算机和生产看板上,让管理人员随时掌握现场问题,及时解决现场问题。OEE的组成包含三大指标:时间稼动率(可用率),性能稼动率(表现指数),良品率(质量指数),相关指标均可通过MES系统得出。时间稼动率(可用率),系统通过采集设备负荷运行时间以及停机时间得出设备可用率。性能稼动率(表现指数),系统通过理论节拍时间、实际投入数量、以及实际稼动时间得出表现指数。良品率(质量指数),系统通过投入数量、不良数量得出质量指数。首先,MES设备管理系统对生产线的每台生产设备部署设备终端并进行统一联网。从而形成对设备的实时监控,采集计算设备OEE的相关数据。其次,通过PDCA管理循环不断提高设备OEE。为每台设备制定OEE计划标准,将标准集成到系统中;系统对设备进行实时监控,汇总分析设备的实际执行OEE数据;每天通过可视化看板显示存在OEE标准与实际执行出现差异的设备;进一步可查看导致差异的原因;当出现差异时。广东机床设备管理系统
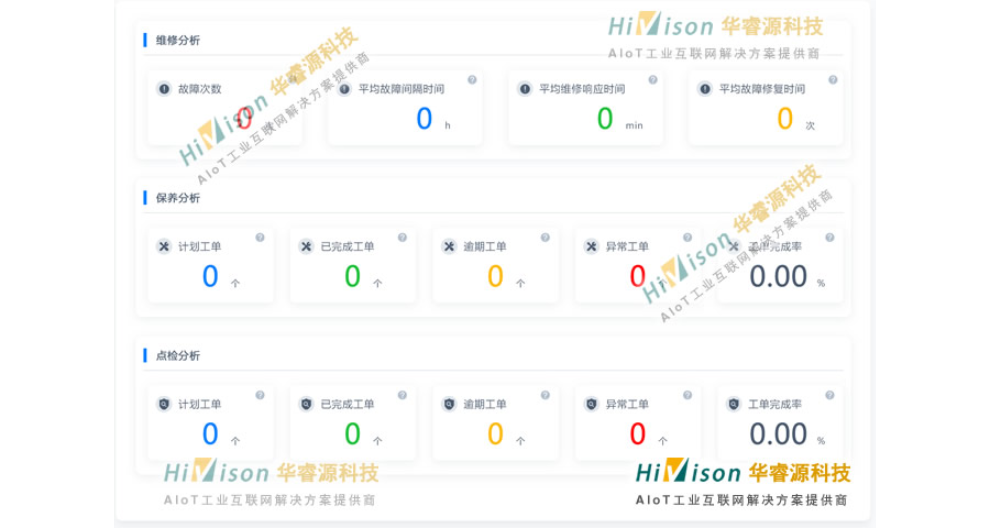
麒智设备管理系统提供灵活的数据统计与分析功能,能够对设备的运行数据进行整体的统计和分析。系统能够从设备监测的各个方面收集大量的数据,如温度、湿度、能耗等,然后将这些数据进行整理、分析和可视化呈现。系统提供了多种数据统计和分析的工具和方法,例如图表、报表、趋势分析等。用户可以根据自己的需求选择合适的统计和分析方式,深入了解设备的运行情况和性能指标。通过数据统计和分析,企业可以获得关键的运行指标和趋势变化,例如设备的平均故障率、运行效率、能耗趋势等。这些数据分析结果可以为企业提供重要的参考和决策依据。设备管理系统可详细记录每台设备的基本信息,包括名称、型号、生产厂家等,形成设备台账。青岛工厂设备管...
- 青岛物流设备管理系统 2026-07-03
- 青岛变电站设备管理系统 2026-07-02
- 青岛特种设备管理系统登陆 2026-07-01
- 四川大型设备管理系统开发 2026-06-30
- 广西学校设备管理系统 2026-06-29
- 重庆机电设备管理系统厂商 2026-06-28
- 青岛维客设备管理系统注册 2026-06-25
- 青岛设备管理系统选哪个好 2026-06-24
- 青岛档案室设备管理系统厂家 2026-06-23
- 山东设备管理系统价格 2026-06-22


- 青岛智能动态设备管理系统 2026-06-17
- 陕西设备管理系统开发 2026-06-16
- 湖北物联网设备管理系统 2026-06-15
- 河北设备管理系统软件 2026-06-14
- 青岛设备管理系统供应商 2026-06-13
- 河南电力设备管理系统 2026-06-12



- 广西学校设备管理系统 06-29
- 重庆机电设备管理系统厂商 06-28
- 青岛维客设备管理系统注册 06-25
- 青岛设备管理系统选哪个好 06-24
- 青岛档案室设备管理系统厂家 06-23
- 山东设备管理系统价格 06-22
- 湖南设备管理系统 06-21
- 工厂设备管理系统生命周期 06-20
- 重庆自动设备管理系统价格 06-19
- 江西生产设备管理系统 06-18