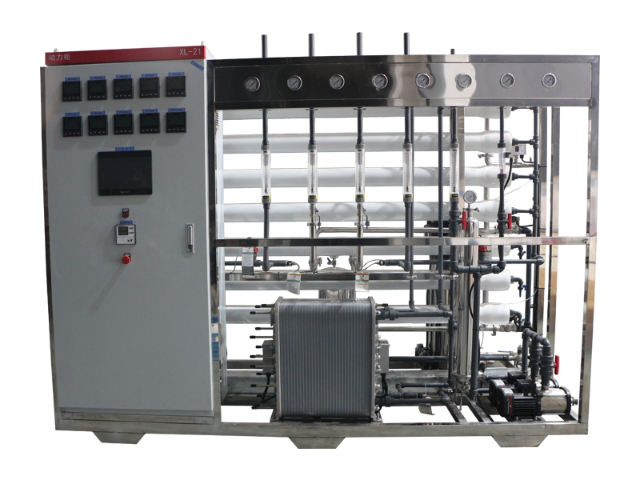
- 品牌
- 金长江
- 型号
- 0.5T,10T,15T,20T.30T,150T
调试运行通水调试:打开原水进水阀门,启动预处理系统和高压泵,观察设备的运行情况。检查各部件是否有漏水、堵塞等异常现象,同时监测出水水质和流量。如有异常情况,应及时停机检查并排除故障。压力调试:调整高压泵的出口压力,使其达到反渗透膜所需的工作压力范围。通过调节阀门开度来控制浓水和淡水的流量比例,使设备的回收率符合设计要求。在压力调试过程中,要密切关注反渗透膜的运行状况,防止压力过高对膜造成损坏。水质检测与调整:在设备连续运行一段时间后,采集出水水样进行水质检测,包括电导率、硬度、微生物指标等。如果水质不符合要求,应分析原因并进行调整,如检查预处理系统的效果、更换反渗透膜等,直到水质达到预期的标准。出水TDS值通常稳定在原水TDS的10%以下,脱盐率超95%。嵊州高纯水设备怎么样
多功能一体化设计模块化系统集成:未来的一体化净水设备将朝着高度集成化的方向发展,将多个功能模块(如预处理、深度处理、杀菌消毒、水质监测等)整合在一个紧凑的设备框架内。每个功能模块均采用标准化设计与制造,便于设备的安装、调试、维护与升级换代。例如,将活性炭过滤模块、超滤模块、反渗透模块、紫外线消毒模块等集成在一起,形成一个功能强大且占地面积小的一体化净水设备系统。用户可根据实际需求灵活选择搭配不同的功能模块组合,满足多样化的用水场景需求。跨领域技术融合:除了传统的水处理技术外,一体化净水设备还将融合其他领域的先进技术来拓展功能。例如,结合膜分离技术与电化学技术实现对水中重金属离子的高效去除与回收利用;引入纳米光催化技术对水中的有机物进行深度氧化分解;利用生物技术进行生物脱氮除磷等。这些跨领域技术的融合应用将为一体化净水设备带来更强大的处理能力与更普遍的适用范围。诸暨edi超纯水设备生产厂家双级反渗透水设备的预处理系统设计科学,可有效保护反渗透膜,减少膜污染,提高设备整体运行效率。

单级反渗透水设备的发展趋势技术创新 随着科技的不断进步,单级反渗透水设备的技术也在不断创新和发展。一方面,研发更高性能的反渗透膜材料,提高膜的脱盐率、水通量和抗污染性能,降低设备的操作压力和能耗。例如,新型的纳米复合材料反渗透膜正在研究中,有望在未来实现更高的净水效率和更低的成本。另一方面,改进设备的预处理和后处理工艺,提高设备的整体性能和可靠性。如采用更先进的氧化还原电位调节技术,增强预处理系统对有机物和微生物的去除效果;开发新型的杀菌消毒技术,提高后处理系统的杀菌效率和安全性。
食品饮料行业应用场景:在食品加工(如饮料生产、罐头加工、乳制品制造)过程中,需要大量清洁、卫生的生产用水。一体化净水设备为食品饮料企业提供符合食品安全标准的工艺用水。优势体现:针对不同食品饮料生产工艺的特点,设备可灵活调整处理工艺参数。例如,在饮料生产中,通过软化处理去除水中的钙镁离子,防止饮料产品产生沉淀与结垢现象;在乳制品制造中,采用高精度过滤与杀菌组合工艺,确保水中的微生物含量达标,保障产品的口感、品质与保质期。模块化结构支持灵活扩容,可根据实际用水需求增减反渗透单元,降低初期投资成本。

单级反渗透水设备的应用领域饮用水制备 在家庭、学校、机关单位、酒店等场所,单级反渗透水设备被广泛应用于饮用水的制备。它能够为人们提供质优、安全、健康的饮用水,满足人们对品质生活的追求。通过去除水中的有害物质,改善水的口感和气味,让人们喝上放心水、质优水。食品饮料行业 在食品饮料生产过程中,水质的好坏直接影响到产品的质量和口感。单级反渗透水设备可用于生产纯净水、矿泉水、果汁饮料等产品的用水制备,确保产品符合国家卫生标准和质量要求。它能够有效去除水中的杂质和微生物,防止产品受到污染,延长产品的保质期。制药行业 制药行业对水质的要求极为严格,因为水中的杂质可能会影响药品的质量和疗效。单级系统可作为预处理单元,串联多级反渗透提升纯度。龙泉纯化水设备
单级反渗透设备通过半透膜分离技术,高效去除水中溶解性盐类和杂质。嵊州高纯水设备怎么样
可生物降解滤料研发:传统的净水滤料在废弃后可能对环境造成一定压力。科研人员致力于开发可生物降解的新型滤料材料,如生物质滤料(由植物纤维、果壳等天然材料制成)。这些滤料在使用一段时间后可通过自然生物降解过程分解为无害物质,减少了滤料更换过程中的废弃物排放对环境的影响。无化学添加绿色处理工艺推广:为了进一步降低一体化净水设备对环境的化学污染风险,一些无化学添加或微量化学添加的绿色处理工艺得到推广应用。例如,采用物理过滤与生物净化相结合的方式去除水中的污染物。利用人工湿地生态系统中的植物根系与微生物群落对水中的氮、磷等营养物质进行吸收转化,既能达到净化水质的目的,又能避免因过量投加化学药剂带来的环境副作用。嵊州高纯水设备怎么样

- 嵊州反渗透纯净水设备生产厂家 2026-02-28
- 莲都区实验室水设备厂家 2026-02-28
- 嘉兴反渗透水设备公司 2026-02-28
- 衢州净水设备多少钱 2026-02-27
- 纯净水设备哪家好 2026-02-27
- 龙泉ro反渗透纯水设备多少钱一套 2026-02-27
- 嵊州反渗水设备厂家 2026-02-27
- 杭州edi超纯水设备怎么样 2026-02-27



