- 品牌
- 金长江
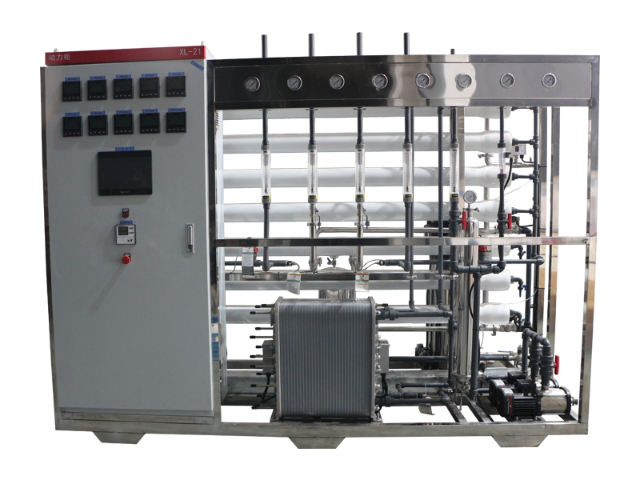
- 型号
- 0.5T,10T,15T,20T.30T,150T
制药行业应用场景:制药过程中的药物制剂、原料药生产以及医疗器械清洗等环节都需要使用符合严格水质标准的纯化水或注射用水。一体化净水设备在制药企业中充当着关键的水质净化角色。优势体现:设备可根据制药工艺的不同需求定制化设计处理流程,如采用二级反渗透 + 电去离子工艺制备注射用水,确保水中的热原、微生物、内***等有害物质被彻底去除,水质符合美国药典(USP)、中国药典(CP)等相关标准要求,保障药品生产的质量和安全性。一级阶段,主要是靠格栅将水中体积较大的杂质与水分离。龙泉软化水设备批发

稳定的运行性能:一级反渗透水设备采用先进的自动化控制技术和高质量的零部件,确保设备在长时间运行过程中保持稳定可靠的性能。同时,设备具备故障自动诊断和报警功能,能够及时发现并解决运行过程中出现的问题,减少停机时间和维护成本。节能环保:与传统的水处理方法相比,一级反渗透水设备不需要大量的化学药剂,减少了对环境的污染。此外,设备在运行过程中消耗的能源相对较低,具有较高的能源利用效率,符合当今社会节能减排的发展趋势。易于操作和维护:设备的操作过程相对简单,只需经过专业培训的人员即可进行日常操作和维护保养。预处理系统的滤料更换、反渗透膜的清洗和更换等维护工作也较为方便,且维护周期较长,降低了设备的运行管理难度和成本。龙泉反渗透纯净水设备多少钱EDI设备生产的水质已经非常纯净,因此使用过程中需要注意水的储存和输送设备的材质。

一级反渗透水设备作为一种先进、高效、节能的水处理方法,在现代水资源处理领域发挥着至关重要的作用。它以其***的脱盐率、普遍的适应性、精确的分子级分离能力以及稳定的运行性能等特点,满足了众多行业对品质水资源的需求。在饮用水生产、电子工业、制药行业、电力工业、食品饮料行业、化工行业以及海水淡化等领域的应用实践表明,一级反渗透水设备具有明显的经济社会效益和环境效益。随着科技的不断发展和市场需求的持续增长,一级反渗透水设备在技术创新与性能提升、绿色环保与可持续发展、市场需求增长与应用领域拓展以及产业整合与标准化发展等方面展现出广阔的发展前景。未来,我们有理由相信,一级反渗透水设备将在解决全球水资源短缺问题、保障各行业用水安全和推动经济社会可持续发展等方面发挥更加重要的作用。然而,我们也应清醒地认识到,在追求技术进步和产业发展的同时,要注重环境保护和资源的合理利用,实现经济、社会与环境的协调发展。只有这样,一级反渗透水设备才能更好地服务于人类社会,为我们的美好生活和可持续发展贡献力量。
食品饮料行业:在食品饮料生产过程中,水质的好坏直接影响到产品的质量和口感。一级反渗透水设备可用于果汁、饮料、乳制品、啤酒等食品饮料的生产,去除水中的异味、色素、微生物等杂质,保证产品的品质和风味。例如,在果汁生产过程中,使用一级反渗透水设备处理的水进行调配和清洗,可以避免水中的杂质对果汁口感的影响;在乳制品生产中,一级反渗透水设备可以去除水中的细菌和微生物,确保乳制品的安全性和保质期。化工行业:化工生产中许多化学反应对水质要求较高,水中的杂质可能会干扰反应过程或影响产品质量。设备的设计紧凑合理,占地面积小,可节省宝贵的空间资源,尤其适用于空间有限的场所。
反渗透设备是将原水经过精细过滤器、颗粒活性碳过滤器、压缩活性碳过滤器等,再通过泵加压,利用孔径为1/10000μm(相当于大肠杆菌大小的1/6000,病毒的1/300)的反渗透膜(RO膜),使较高浓度的水变为低浓度水,同时将工业污染物、重金属、细菌、病毒等大量混入水中的杂质全部隔离,从而达到饮用规定的理化指标及卫生标准,产出至清至纯的水,是人体及时补充质量水份的比较好选择.由于RO反渗透技术生产的水纯净度是人类掌握的一切制水技术中比较高的,洁净度几乎达到100%,所以人们称这种产水机器为反渗透纯净水机。因此正确选择一台实验室超纯水机可以帮助科研工作者避免许多不必要的麻烦。奉化区实验室超纯水设备
强酸强碱性离子交换树脂用于水处理,能使水质达到符合化工生产与锅炉运行的需要,可确保锅炉长周期运行。龙泉软化水设备批发
重心处理系统絮凝反应装置絮凝反应是强化沉淀与过滤效果的关键步骤。该装置内通过搅拌装置使原水与投加的絮凝剂(如聚合氯化铝、聚丙烯酰胺等)充分混合,絮凝剂水解产生带电胶体,中和水中胶体杂质的电荷,使其脱稳凝聚成较大的絮体颗粒,便于后续沉淀去除。合理的絮凝反应条件控制(如pH值、搅拌强度、反应时间等)对提高整个净水设备的处理效能至关重要。沉淀池(斜管或平流)经过絮凝反应后的水体进入沉淀池,如前文所述,通过斜管或平流沉淀的方式实现固液分离。斜管沉淀池利用浅池理论,增大沉淀面积,提高沉淀效率;平流沉淀池则依靠水平流动过程中的重力沉淀作用,使絮体平稳沉降。龙泉软化水设备批发

- 嵊州反渗透纯净水设备生产厂家 2026-02-28
- 莲都区实验室水设备厂家 2026-02-28
- 嘉兴反渗透水设备公司 2026-02-28
- 衢州净水设备多少钱 2026-02-27
- 纯净水设备哪家好 2026-02-27
- 龙泉ro反渗透纯水设备多少钱一套 2026-02-27
- 嵊州反渗水设备厂家 2026-02-27
- 杭州edi超纯水设备怎么样 2026-02-27


