阴极接整流器的负极电源,宽度一般约为2030公分,每隔1015公分挂一块。阳极为工作极,用来连通挂具做产品的电解,可以是一根铜杆固定在电解槽中间,一头接整流器的正极电源。电解槽的大小要考虑到底部离挂具的距离,至少要留15公分以上的空间,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。例如,上挂后的挂具总尺寸为高60公分、宽30公分,槽的尺寸高应为1米、宽90公分较为合适。如果槽体积超过1立方米,还应该进行**槽钢加固,以确保槽体的稳固性。整流器的选择整流器的大小一般根据槽体体积来选择,计算公式通常为槽体积(立方米)×1300A=整流器大小。例如,2立方米的槽,标配2500或3000A整流器较为合适。管件电解设备经过严格质量检测,确保设备运行稳定,使用寿命长。河北201电解设备联系电话

不锈铁,作为一种具有特殊性能的金属材料,在现代工业中得到了广泛应用。不锈铁电解设备作为生产不锈铁的关键工具,其技术发展和应用水平对于不锈铁产业的竞争力具有重要意义。随着科技的不断进步,不锈铁电解设备在效率、质量和环保等方面不断提升,为不锈铁的生产提供了更强大的支持。电解是一种利用电流通过电解质溶液或熔融态物质,使物质发生氧化还原反应的过程。在不锈铁电解设备中,通常以含有特定金属离子的溶液作为电解质,不锈铁材料作为电极,在外加电场的作用下,金属离子在电极表面发生氧化或还原反应,从而实现不锈铁的电解加工或表面处理。广西全自动电解设备管件电解设备通过精确控制电解参数,实现对管件表面的精细处理。
电解前的准备工作工件预处理:在进行电解抛光前,确保不锈钢工件表面干净、无油污、无锈蚀等杂质。这可以通过脱脂、酸洗等预处理步骤来实现。工件应彻底清洗干净,并用纯水或蒸馏水冲洗,以避免带入杂质影响抛光效果。电解槽与挂具的检查:检查电解槽是否有裂纹、渗漏或腐蚀现象,确保槽体完好无损。检查挂具的导电性能和承重能力,确保挂具稳固、导电良好,且不会因承重过大而变形或断裂。抛光液的配制与检查:根据工艺要求准确配制抛光液,确保抛光液的浓度、温度和pH值符合规定范围。在使用前,应对抛光液进行过滤处理,以去除其中的杂质和颗粒。
不锈钢电解抛光设备的设计要点电解槽的设计:电解槽的设计需考虑其材料、尺寸、形状以及耐腐蚀性等因素。电解槽一般采用质优耐高温的PP塑胶类材料焊接而成,超出1立方以上的槽体还应进行**槽钢加固。电解槽的尺寸需根据所需的产能来设计,同时要考虑底部离挂具的距离、液面高度以及工件与阴极的距离等因素。整流器的选择:整流器的选择需根据电解槽的体积和所需的电流大小来确定。整流器的大小一般为槽体积(立方米)乘以一个系数(如1300A),以确保提供足够的电流进行电解抛光。该设备具备完善的安全保护措施,确保操作人员的安全和生产环境的稳定。

电解操作过程中的注意事项电流与电压的控制:根据不锈钢的材质、厚度和所需的抛光效果,合理设定电流密度和电压值。在电解过程中,应密切监控电流和电压的变化,避免出现过流、过压或欠流、欠压现象。温度与时间的控制:电解抛光过程中,应严格控制电解槽内的温度,避免温度过高或过低影响抛光效果。抛光时间应根据工艺要求精确控制,避免抛光时间过长或过短导致抛光不足或过度。电解液的搅拌与循环:在电解过程中,应保持电解液的均匀搅拌和循环流动,以确保抛光液中的成分均匀分布并充分作用于工件表面。可以通过设置搅拌装置或循环泵来实现电解液的搅拌与循环。观察与记录:在电解过程中,应密切观察工件表面的变化情况和抛光液的状态。记录电解过程中的关键参数和数据,以便后续分析和优化工艺。投资于不锈钢电解设备是一项长远的经济效益考量。湖北内壁电解设备耗材
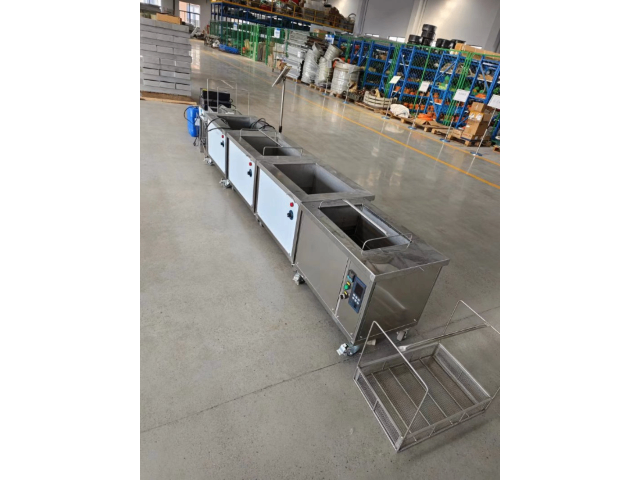
该设备采用先进电解技术,有效提高了不锈钢制品的表面光洁度和质量。河北201电解设备联系电话
应用实例不锈钢电解抛光设备广泛应用于各类不锈钢制品的表面处理,如不锈钢餐具、厨具、建筑装饰材料、汽车零部件等。以下是一个应用实例:某不锈钢制品厂生产了一批不锈钢餐具,需要进行表面抛光处理。该厂选择了不锈钢电解抛光设备进行处理。经过电解抛光后,餐具表面的氧化皮被有效去除,表面光洁度显著提高,颜色更加均匀一致。同时,电解抛光还增强了餐具的抗腐蚀性能,提高了使用寿命。客户对抛光效果非常满意,并决定继续使用该设备进行后续产品的抛光处理。不锈钢电解抛光设备是表面处理领域中的重要设备之一,具有抛光效果好、操作简便、环保等优点。在使用设备时,需要注意安全措施、抛光液的管理、工艺参数的选择、设备的维护和环保要求等方面的问题。通过合理的使用和维护,可以延长设备的使用寿命,提高抛光效果,为不锈钢制品的生产提供有力的支持。河北201电解设备联系电话





