- 品牌
- SOVE
- 型号
- 齐全
- 吸盘类型
- 真空吸盘
- 吸盘形状
- 矩形,圆型,锥形,椭圆形
- 是否库存
- 是
- 是否批发
- 是
- 适用机床
- 车床,钻床,冲床,镗床,锯床,皆可,拉床,折弯机,磨床,剪板机,刨床,加工中心,组合机床,插床,铣床,机器人手
- 产地
- 苏州
- 厂家
- 苏州科硕思机器人科技有限公司
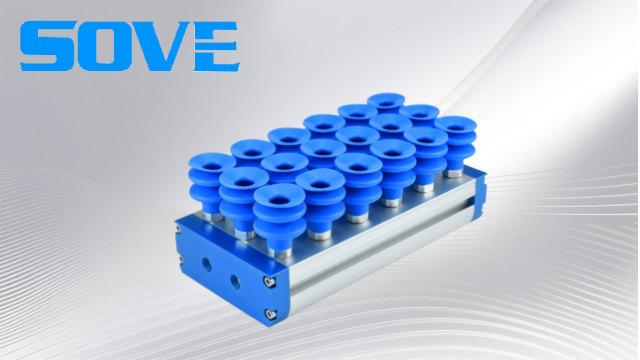
在现代工业自动化抓取中,真空吸盘是与工件直接接触的部件,其性能直接决定系统的稳定性。针对表面并非理想平面的工件(如带轻微弧度、浮雕或冲压纹理的部件),标准平吸盘往往因边缘泄漏而失效。专业设计的吸盘采用独特的柔性唇边结构,该唇边通常由超弹性硅胶或软质聚氨酯制成,具有优异的形变能力。当吸盘下压接触工件时,柔软的唇边会首先发生形变,紧密包裹住工件表面的微观不平处,形成一个初步的密封带。随后在真空作用下,吸盘中心主体部分被拉起,使唇边进一步被压向工件,从而形成一个从中心到边缘压力梯度均匀的可靠密封区域。这种设计不*能有效克服因工件制造公差或热变形带来的平整度问题,还能减少对工件表面的压力集中,避免对精密表面(如抛光金属、涂层板材或脆性玻璃)造成损伤。工程师通过选择不同硬度、宽度和截面形状的唇边,可以精细适配从柔软包装袋到重型金属板等各种应用场景,极大地拓展了真空抓取技术的应用边界。 模块化椭圆形吸盘支持阵列式灵活排布,可根据工件形状与尺寸快速调整抓取布局。杨浦区工业真空吸盘常见问题
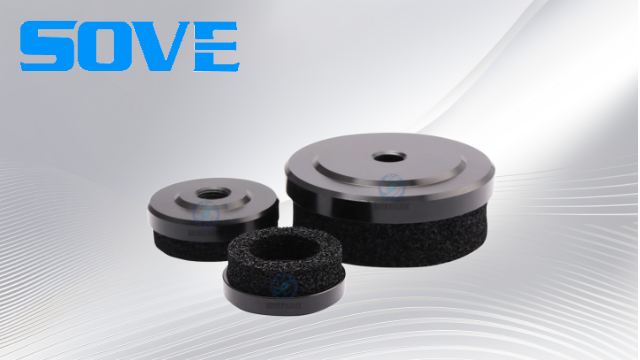
食品级硅橡胶真空吸盘因符合食品接触安全标准,成为食品加工行业的抓取部件,其材质采用医用级硅橡胶(FDA 21 CFR Part 177.2600 认证),无异味、无有害物质析出,在 80°C高温下也不会释放有毒成分。在蛋糕烘焙车间,需抓取刚出炉的蛋糕(温度 60℃,柔软易变形),若使用普通橡胶吸盘,不*可能析出有害物质污染蛋糕,还因材质过硬导致蛋糕表面凹陷(破损率 8%);而食品级硅橡胶吸盘邵氏硬度 20A,柔软度高,与蛋糕表面接触时可形成均匀负压,避免局部压力过大导致变形,破损率降至 0.5% 以下,且无任何异味残留,符合食品卫生要求。该吸盘表面采用防滑纹理设计,摩擦系数达 0.9,即使抓取表面有奶油的蛋糕,也不会出现打滑现象,抓取成功率达 99.9%。此外,吸盘可耐受 121℃高温灭菌(蒸汽灭菌),每次使用后经灭菌处理可重复使用,使用寿命达 1000 次,比一次性塑料吸盘节省 60% 成本。在巧克力生产线中,该吸盘可抓取不同形状的巧克力(如心形、方形),通过更换不同尺寸的吸盘(直径 20-50mm),适配多种产品规格,无需更换夹爪本体,换型时间从 30 分钟缩短至 5 分钟。某食品厂使用后,食品抓取环节的卫生检测合格率从 95% 提升至 100%,年节省吸盘采购成本约 6 万元。圆形真空吸盘配件真空吸盘凭借负压吸附原理,在工业自动化中为机械手提供稳定抓取力,是实现物料搬运的执行部件。
在玻璃模具更换、金属锻压等间歇性高温作业中,吸盘需要反复接触高温工件,经历快速温度冲击。 传统耐高温材料在这种热循环下容易产生疲劳裂纹和性能退化。 相变储能结构的引入为这一问题提供了创新解决方案。 该技术将相变材料(PCM)微胶囊嵌入吸盘的耐高温弹性体中,微胶囊直径50-200微米,封装材料为耐高温聚合物,内部填充无机盐类相变材料,相变温度精确控制在150°C-300°C之间。当吸盘接触高温工件时,相变材料吸收大量热量发生固液相变,将吸盘本体的温升速率降低60%-80%;在脱离热源后的冷却阶段,相变材料释放储存的热量,减缓冷却速率,避免温度骤变引起的热应力。 这种“热缓冲”效应使吸盘本体温度波动范围从传统设计的±120℃缩小至±40℃。 在汽车玻璃生产线上的长期测试表明,采用相变储能结构的吸盘在经历10万次热循环(接触温度480℃,循环周期45秒)后,弹性模量变化率小于15%,而传统吸盘同样条件下弹性模量衰减超过50%。 更巧妙的是,该系统可通过调整相变材料的配比和分布,针对不同的工作节拍和温度曲线进行定制优化。这种主动热能管理思维,使耐高温吸盘从单纯“耐受”高温升级为“管理”高温,提升了在苛刻工况下的使用寿命和可靠性。
随着工业,真空抓取单元正从简单的执行部件演变为感知与决策网络中的智能节点。自动化真空吸盘的“智能化”首先体现在状态的实时可监控性。吸盘本体或与之直接相连的基板上集成了微型真空传感器,能够持续监测腔体内的压力变化,并以模拟量或数字信号(通过IO-Link等协议)输出。这不*能判断“吸附/未吸附”的二元状态,更能通过真空建立曲线、泄漏速率等动态参数,评估抓取质量(如密封是否完美)甚至预测潜在故障(如吸盘磨损、管路微漏)。其次,集成化体现在气路的简化与优化上。一些设计将微型真空发生器、电磁阀甚至过滤器集成在吸盘附近的紧凑模块中,缩短真空路径,提升响应速度并减少能耗。电气接口也趋向标准化和快速插拔,便于安装维护。这种集感知、执行与通信于一体的设计,使真空吸盘成为生产线数据流中的一个有效来源,为上层MES系统提供真实的设备状态与工艺过程数据,为实现预测性维护、工艺参数自适应优化乃至数字孪生提供了底层支撑。 包装袋真空吸盘通过特殊表面纹理和气流设计,可稳定抓取各种塑料、铝箔等软性包装材料。

自动化真空吸盘通过集成压力传感器、流量控制器与PLC通信模块,实现自动化生产线的全流程闭环控制,优势是可实时反馈负压值(精度±1kPa)、吸附状态,通过Profinet总线与生产线PLC联动,完成“吸附检测-搬运-精细放置-负压释放”的自动化循环。在3C产品组装车间,传统真空吸盘缺乏实时监测功能,吸附失效(如漏气、未吸紧)需人工发现,导致工件掉落破损率达3%;而自动化真空吸盘可在吸附瞬间检测负压值,若低于-80kPa则立即触发PLC停机报警,破损率降至以下。其支持多组吸盘同步控制,可通过PLC设定不同工件的负压参数,适配手机壳、电池、屏幕等不同重量(5g-500g)工件的抓取需求。某手机代工厂应用后,自动化生产线的无人值守时长从8小时延长至12小时,人工巡检频次减少60%,单条生产线的日产能从12000台提升至15000台。此外,吸盘具备参数记忆功能,可存储100组不同工件的抓取参数,换型时通过PLC直接调用,换型时间从15分钟缩短至1分钟,满足多品种、高频次换型的柔性生产需求,符合工业智能化生产标准。 工业自动化机器人真空吸盘支持总线通讯,实现与机器人控制系统的深度集成。起重真空吸盘大概价格多少
耐高温系列吸盘配套耐热通风管路,在高温自动化单元中保持吸附性能,支持铸造、玻璃制造等高温作业。杨浦区工业真空吸盘常见问题
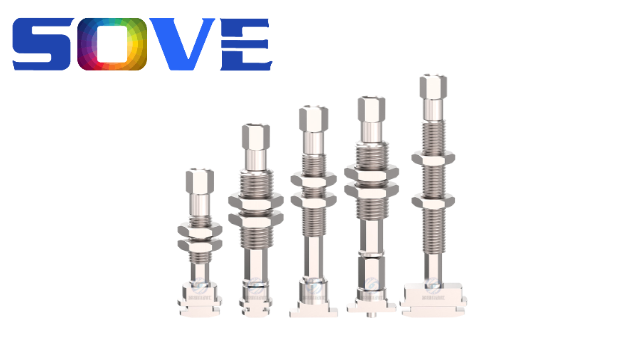
在医疗设备、半导体和航空航天等关键行业,任何意外断电都可能导致灾难性后果——正在搬运的高价值工件坠落损坏。气动-电动混合驱动真空吸盘通过创新的能源冗余设计解决了这一安全隐患。该系统采用双能源架构:主能源为常规压缩空气驱动真空发生器;备用能源为高能量密度超级电容器组与微型电动真空泵的组合。在正常工况下,系统由气动驱动,此时超级电容器组处于充电状态;当检测到主气源压力低于阈值或电源中断时,系统在20毫秒内自动切换至电动模式,由超级电容器驱动的微型真空泵维持真空吸附。该真空泵采用无刷直流电机与涡旋式压缩单元,能量转换效率达78%,在满容量下可维持标准吸盘工作30分钟以上。更智能的是,系统集成了重力感知算法,当检测到工件价值等级较高或掉落风险系数较大时,会自动提高备用能源的保持时间。实际测试表明,在突然断电的情况下,混合驱动系统能保证机器人在5分钟内完成当前抓取循环并将工件安全放置,而传统纯气动系统在断电。这种混合设计虽然增加了约15%的成本,但对于搬运单件价值超过10万美元的航空发动机叶片或晶圆而言,其投资回报率是显而易见的。该技术不*提供了安全冗余,更重要的是。 杨浦区工业真空吸盘常见问题
苏州科硕思机器人科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州科硕思机器人科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

机械手真空吸盘是工业自动化产线的末端执行部件,依托负压吸附原理,可与多轴机械手、协作机器人、SCARA 机械手无缝适配,覆盖 3C 电子、汽车零部件、五金加工等多领域自动化搬运场景。其采用高弹性硅胶、聚氨酯等定制材质,密封唇边可快速贴合工件表面,0.2 秒内完成真空建立与吸附动作,配合真空压力传感器实时监测负压状态,杜绝漏吸、掉件问题。在高速节拍的自动化产线中,该吸盘能匹配机械手的移动轨迹与抓取节奏,无论是平面板材、规则壳体还是异形工件,均可实现稳定吸附与定位,有效降低人工干预率,将产线搬运效率提升 40% 以上,同时避免机械夹持造成的工件磕碰、划伤,是智能制造领域实现高效、无损自动化抓取的关...
- 常州真空吸盘批量定制 2026-05-24
- 泰州锥形真空吸盘厂家批发价 2026-05-21
- 常州机械手真空吸盘常见问题 2026-05-21
- 上海供应真空吸盘生产厂家 2026-05-20
- 连云港真空吸盘常见问题 2026-05-19
- 苏州包装袋真空吸盘厂家批发价 2026-05-19
- 无锡真空吸盘 2026-05-18
- 山东机械手真空吸盘厂家批发价 2026-05-18
- 无锡工业真空吸盘厂家批发价 2026-05-18
- 安徽开袋真空吸盘生产厂家 2026-05-17

- 安徽真空吸盘厂家批发价 2026-05-14
- 盐城玻璃真空吸盘哪家便宜 2026-05-14
- 多功能真空吸盘哪个好 2026-05-14
- 扬州自动化真空吸盘生产厂家 2026-05-14
- 黄浦区自动化真空吸盘 2026-05-14
- 无锡真空吸盘厂家直销 2026-05-14




- 佛山半自动机械手气缸值多少钱 06-06
- 附近机械手气缸厂家直销 06-06
- 机械手气缸厂家直销 06-05
- 江门固定机械手气缸零售价格 06-05
- 宝山区库存机械手气缸零售价格 06-05
- 茂名机械手气缸怎么用 06-04
- 南京工业机械手气缸零售价格 06-04
- 常州加工机械手气缸咨询报价 06-04
- 广东直销机械手气缸值多少钱 06-03
- 深圳机械手气缸怎么用 06-03