零点定位系统的质量检测与认证:为保证零点定位系统的质量,需要进行严格的质量检测与认证。在生产过程中,对定位销、定位块、夹紧机构等关键零部件进行尺寸精度、表面粗糙度、硬度等多项检测,确保零部件符合设计要求。系统组装完成后,进行整体性能测试,包括定位精度测试、夹紧力测试、重复性测试等,验证系统的各项性能指标是否达标。此外,零点定位系统还需通过相关的国际认证,如ISO质量管理体系认证、CE认证等,以证明其符合国际标准和安全要求。质量检测与认证是保证零点定位系统质量和可靠性的重要环节,有助于提升产品的市场竞争力。3D 打印后处理用零点定位系统,解决打印件加工定位难题。广东小型零点定位系统成交价

零点定位系统在电子制造中的应用特点:电子制造行业产品体积小、精度高,对零点定位系统提出了特殊要求。零点定位系统在电子制造中采用微型化设计,定位销和定位块的尺寸微小,精度却达到亚微米级别,以满足电子元器件的精密加工需求。在手机、平板电脑等电子产品的生产中,零点定位系统用于固定电路板、外壳等零部件,确保组装过程中的位置准确,提高产品的装配精度和一致性。同时,电子制造生产节奏快,零点定位系统的快速定位和夹紧功能,能够满足生产线的高速运转需求,提高生产效率。此外,系统的清洁度要求高,以防止灰尘、杂质对电子元器件造成污染,保障产品质量。上海常见零点定位系统按需定制带能耗监测的零点定位系统,分析数据优化策略,降低运营成本。

零点定位系统在陶瓷卫浴产品制造中的防滑设计:陶瓷卫浴产品制造过程中,工件表面光滑且形状不规则,零点定位系统通过防滑设计解决了夹持难题。系统采用带有锯齿状纹路的定位块和橡胶材质的夹紧垫片,增大与陶瓷表面的摩擦力,防止工件在加工过程中滑动。在陶瓷马桶、洗手盆的成型和打磨工序中,防滑零点定位系统可稳定固定工件,确保加工精度。同时,系统的夹紧力可根据陶瓷制品的厚度和材质进行调节,避免因夹持力过大导致工件破裂,提高了陶瓷卫浴产品的成品率和生产效率。
零点定位系统的能耗监测与优化策略:为实现绿色制造目标,零点定位系统集成了能耗监测模块,实时采集系统运行过程中的电力、液压或气动能源消耗数据。通过数据分析算法,系统能够识别高能耗环节,并提供优化策略。例如,当检测到液压夹紧系统频繁启停导致能耗增加时,系统可自动调整夹紧时序,采用分段夹紧方式减少不必要的能源浪费。在多工位联动生产中,能耗监测系统还能根据各工位的负载情况,动态分配能源,使整体能耗降低15%-20%。这种能耗优化策略不仅符合企业的节能减排需求,还能降低长期运营成本。陶瓷卫浴制造用防滑零点定位系统,防止光滑工件加工时滑动。
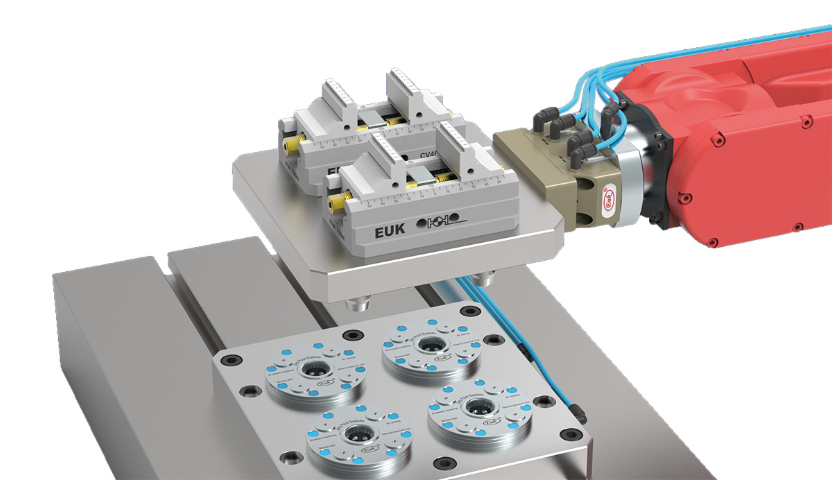
零点定位系统的自动化集成:随着工业自动化的发展,零点定位系统与自动化生产线的集成越来越紧密。系统可与机器人、自动化输送线、数控机床等设备实现无缝对接。机器人能够根据生产指令,通过零点定位系统准确抓取和放置工件,实现工件在不同工序间的自动流转。自动化输送线则利用零点定位系统对工件进行定位,确保工件在输送过程中的位置准确,便于后续设备进行加工。在数控机床加工过程中,零点定位系统与机床的控制系统相连,实现工件的自动装夹和加工参数的自动切换。这种自动化集成不仅提高了生产效率,减少了人工干预,还降低了人为因素导致的误差,提高了产品质量的稳定性,推动制造业向智能化、自动化方向发展。零点定位系统集成振动监测模块,实时反馈加工稳定性,预防精度偏移。浙江直销零点定位系统有哪些
农业机械制造的耐腐蚀零点定位系统,抵御户外环境侵蚀。广东小型零点定位系统成交价
零点定位系统的基础原理:零点定位系统基于统一基准点的原理,通过机械、液压或气动等方式实现工件或工装的准确定位与快速夹紧。其重心在于设置固定的零点参考点,使不同设备、工序间的加工坐标得以统一。以机械定位为例,系统利用高精度的定位销和定位孔配合,当工装或工件插入定位销时,依靠精密的制造公差实现微米级的定位精度。在液压或气动系统中,则通过压力驱动定位单元,使定位块与定位槽紧密贴合,确保每次定位的重复性和准确性。这种原理确保了工件在多工序加工、不同设备流转过程中,始终保持一致的坐标原点,极大减少了因定位误差导致的加工偏差,提高了整体加工精度和生产效率。广东小型零点定位系统成交价