-
 31 12
31 12 -
 31 12
31 12 -
 31 12
31 12 -
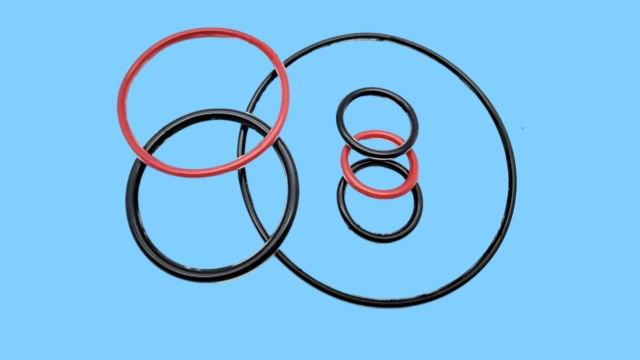 31 12江苏氟胶 O型圈批量定制
31 12江苏氟胶 O型圈批量定制技术升级与维护保养规范:随着工业设备向复杂工况发展,丁腈橡胶O型圈的技术升级主要集中在材质改良与结构优化两方面。材质上,加氢丁腈橡胶(H-NBR)提升了耐热老化性能,氟橡胶与丁腈橡胶共混材质兼顾耐高温性与加工性,添加碳纤维或石墨的增强型产品耐磨性明显提升,使用寿命延长。结构上,除传统圆形截面外,方形、X形、U形等异形产品逐渐推广,X形产品... 【查看详情】
-
 30 12河北红色硅胶 O型圈大概价格多少
30 12河北红色硅胶 O型圈大概价格多少选型原则与安装关键要点科学选型需遵循多维度匹配逻辑,首先应明确密封介质特性,通过查阅材质耐介质兼容性表,确认丁腈橡胶与介质的适配性,避免因介质侵蚀导致密封失效。其次要匹配工况温度范围,确保产品耐温区间覆盖设备运行的高低温极值,低温环境需关注产品的低温弹性,高温场景则需验证其耐热老化性能。压力与运动形式也是重要考量,低压静态密封可选用常规产... 【查看详情】
-
 30 12北京国产液压油封厂家联系方式
30 12北京国产液压油封厂家联系方式UPH密封件的常见失效形式与维护保养方法:UPH密封件的常见失效形式包括泄漏、唇口磨损、弹簧失效和材料老化。泄漏多由尺寸不匹配、安装方向错误或唇口损伤导致,密封面间隙不均或贴合不紧密会形成泄漏通道;唇口磨损源于密封面粗糙度超标、介质中杂质过多或往复速度过快,长期摩擦会破坏密封结构;弹簧失效多因介质腐蚀或固体颗粒堆积导致,表现为弹性丧失,无... 【查看详情】
-
30 12山东四氟 O型圈厂家电话
食品级O型圈的生产工艺需严格遵循卫生标准,全程把控污染机率,主要包括混炼、成型、硫化、修边、清洁及检测等环节。混炼环节需使用特殊设备,避免与非食品级胶料交叉污染,混炼温度根据基材类型把控,如食品级硅胶混炼温度为80-110℃,确保配合剂均匀分散且不产生有害物质。成型环节多采用模压成型或注射成型,模具需定期清洁暴晒,防止残留杂质污染产品。硫... 【查看详情】
-
 29 12山东耐高温 O型圈大概价格多少
29 12山东耐高温 O型圈大概价格多少聚氨酯O型圈的硬度选择需结合工作压力、介质类型、密封面精度等工况参数综合确定,硬度通常以邵氏硬度(ShoreA)表示,常用范围为60-95邵氏A。低硬度(60-70邵氏A)的聚氨酯O型圈具有较好的柔韧性和填充性,适用于表面粗糙度较大、尺寸偏差略大的密封面,可很好填充密封间隙,避免渗漏,但承载能力和耐磨性相对较弱,不适用于较大压力、高磨损场... 【查看详情】
-
29 12江苏包覆 O型圈厂家报价
硅胶O型圈的硬度选择需结合工作压力、温度、密封面精度等工况参数综合确定,硬度通常以邵氏硬度(ShoreA)表示,常用范围为40-80邵氏A。低硬度(40-50邵氏A)的硅胶O型圈具有优异的柔韧性和填充性,适用于表面粗糙度较大、尺寸偏差略大的密封面,可很好填充密封间隙,避免渗漏,但承载能力较弱,不适用于较大压力环境。中硬度(60-70邵氏A... 【查看详情】
-
 29 12
29 12 -
 28 12河北无骨架油封批量定制
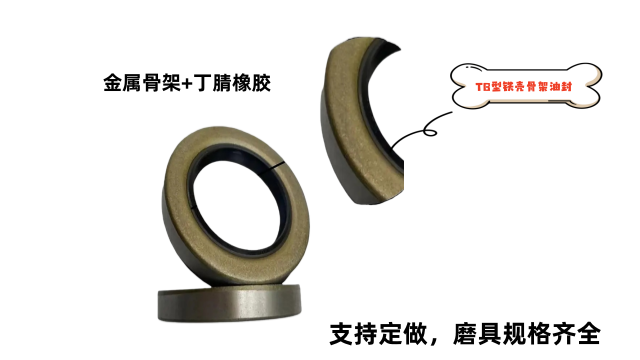
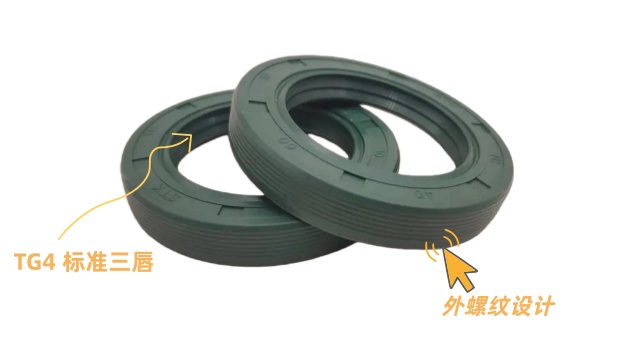
28 12河北无骨架油封批量定制TG4油封的安装质量直接影响密封效果,需遵循严格的操作流程。安装前需检查油封外观,确保唇口无灰尘、沙粒等杂质附着,尺寸与安装部位匹配,同时核对轴和腔体表面状态,去除锈蚀、毛刺及附着的防锈油、灰尘,倒角部位需打磨光滑,避免划伤密封唇口。安装时需确认方向,将弹簧面朝向密封介质一侧,使用适配的安装夹具或压力机,均匀施加压力将油封压入腔体,确保外... 【查看详情】
-
 28 12四川 液压油封厂家批发价
28 12四川 液压油封厂家批发价Y型油封的常见失效形式与维护保养方法Y型油封的常见失效形式包括泄漏、唇口磨损、唇口翻卷和材料老化。泄漏多由尺寸不匹配、安装方向错误或唇口损伤导致,密封面间隙不均或贴合不紧密会形成泄漏通道;唇口磨损源于密封面粗糙度超标、介质中杂质过多或往复速度过快,长期摩擦会破坏唇口密封结构;唇口翻卷多因安装操作不当、无导向结构或运动速度过快导致,影响密封... 【查看详情】
