-

江苏便携式焊接机调试电流
大口径供水管道通常采用埋地或地面固定安装,焊接时管道无法旋转,存在大量的横焊、立焊和仰焊固定口。全位置自动焊接系统由柔性轨道、爬行小车、控制系统和焊接电源组成。轨道可磁吸或链条紧固在管道上,适应不同管径。爬行小车携带焊枪沿轨道自动行走,其内置的倾角传感器实时感知自身在管道圆周上的位置,并调用预设的参数库,自动调整焊接电流、电压、摆动幅度和频率。例如,在仰焊位置自动减小电流、加快焊速以防铁水下淌;在平焊位置则用大电流提高效率。该系统将焊工从繁重、高技能的固定位置手工焊中解放出来,不*大幅降低了劳动强度,更关键的是保证了长距离管道环缝焊接质量的均匀性和高合格率,尤其适用于穿越河流、铁路等关键节点的...
发布时间:2026.01.10 -

陕西封闭式焊接机电话
波纹管壁厚极薄(0.1-0.5mm),焊接时熔池表面张力难以对抗重力,极易发生塌陷、烧穿。柔性仿形铜衬垫是解决此问题的经典方案。该衬垫由高导热率的紫铜或铍铜制成,其接触面精密加工成与波纹管外波形完全吻合的凹槽。焊接时,衬垫在背面紧密贴合支撑,一方面迅速将焊接热量导走,大幅降低工件温度,防止过热;另一方面为熔池金属提供刚性承托,防止其下坠。衬垫内部通常通有冷却水,以保持其持续的散热能力。对于复杂波形,衬垫采用分段式或柔性可调设计,以适应不同规格。这种“传导散热+机械支撑”双重作用,是保障超薄壁波纹管焊接成功率、获得良好背面成形的关键工艺装备。配备高速旋转电弧焊枪(转速3000RPM+),实现超薄...
发布时间:2026.01.10 -

陕西TIG-脉冲焊接机维修
针对仪表引压管、传感器套管、毛细管等薄壁(通常0.5-3mm)小直径套管的焊接,传统焊接方法易烧穿、变形大。本设备配备的高速旋转焊枪(或称为自旋焊枪)提供了精妙的解决方案。焊枪本体集成了微型电机,驱动钨极或导电嘴及其保护气喷嘴高速旋转,而焊丝则通过中心孔或旁侧固定送入。电弧在离心力作用下被拉长并稳定覆盖在狭窄的圆周接头上。高达300转/分钟(RPM)的旋转速度,使得电弧对任一局部的加热时间极短,热输入高度集中且分散,实现了“高速扫描式”焊接。这有效防止了薄壁管件的烧穿和塌陷,焊接速度可比传统方法提升3-5倍。同时,旋转电弧对熔池有搅拌作用,有利于气孔逸出,获得致密的焊缝。该技术特别适用于生物制...
发布时间:2026.01.09 -
陕西全位置焊接机电话
对于超大口径(DN800及以上)的长输供水钢管,为提高效率并保证质量,常采用先进的焊接工艺。一种是内焊机头,该设备从管道内部进行焊接,通常采用多焊枪(如4把)等间距排列,一次完成根焊,效率极高且背面成型可控。另一种是外焊双(或多)焊枪同步焊接,即两台焊接小车在管道外壁上同步同向运行,一台进行根焊/热焊,另一台进行填充/盖面,将多道工序合并,焊接速度成倍提升。焊机为此类工艺提供同步控制系统,确保两台设备在运动、起弧、收弧等动作上高度协同,避免相互干扰。这些高效焊接技术是建设“西气东输”、“南水北调”等大型调水工程的施工装备,直接关系到工程的建设周期和焊接质量。焊后自动进行内壁电解抛光或机械抛光集...
发布时间:2026.01.08 -
无锡钛合金管焊接机租赁
卫生管道系统的要求之一是能够进行彻底的在位清洗(CIP)和蒸汽在位灭菌(SIP)。这意味着管道内壁和所有接头处不能有任何可能滞留液体或微生物的死角。为此,焊接前的管道组对必须高度精细,确保焊后内壁平滑过渡。快装卡具采用卫生型设计,所有与管道接触的部分均为光滑不锈钢,易于清洁。卡具通过精密的定位销和锁紧机构,确保两截管道的端面对齐、间隙均匀,且内壁高度一致,错边量控制在0.1mm以内。这种精细的组对,为后续的焊接实现“平齐”或“微内凹”的根部成型奠定了基础。焊后拆除卡具,焊缝区域与母材平滑连接,没有任何台阶或缝隙,完全满足3-A和EHEDG标准对表面连接的要求,使得清洗液和蒸汽能够毫无阻碍地通过...
发布时间:2026.01.08 -
上海开启式管焊接机厂家直销
钛、锆及其合金在高温下对氧、氮、氢具有极强的亲和力,焊缝一旦被污染,塑性和耐腐蚀性会急剧下降。焊接这类活性金属薄壁管,需要创造并维持一个极高纯度的局部环境。焊机配备超大容量的拖罩保护系统,其保护罩长度可达焊缝区域的5-10倍,内部填充铜丝网以使氩气流态更平稳。对于管道环缝,必须采用背面充氩保护,并确保空气被完全置换。焊枪本身也采用特殊的大直径气体透镜喷嘴,提供层流保护。设备控制系统会精确控制提前送气、滞后停气时间。焊接时,通过观察焊缝及其周围热影响区的颜色(银白色为比较好,蓝色、灰色表示污染)来评估保护效果。在化工行业锆材冷凝管、航空航天钛合金燃油管路的焊接中,此类专机通过好的气体保护,确保了...
发布时间:2026.01.08 -

广东氩弧焊焊接机
对于需要填充焊丝的薄管焊接(如带间隙对接或角接),送丝的稳定性和与电弧的协同性至关重要。精微送丝系统采用四轮或双轮双驱动送丝机构,配合极细的焊丝(如Φ0.6mm、Φ0.8mm),送丝速度控制精度可达±0.1m/min。其在于与焊接电源的脉冲协同控制:系统设定在脉冲电流的峰值期间或特定相位进行送丝。当强大的峰值电流熔化母材形成熔池时,焊丝被同步送入熔池中心,瞬间熔化并填充;在基值电流期间,送丝暂停或减速,熔池得以冷却凝固。这种“一送一停”或“快送-慢送”的节奏,如同高级焊工的手法,精确控制了每一滴填充金属的添加时机和量,避免了因连续送丝导致的熔池堆积、下坠或咬边。在核电站仪表管(碳钢,Φ10x1...
发布时间:2026.01.08 -
薄壁管焊接机配件
野外大型管道的组对精度受制于吊装设备、地形等因素,难以达到工厂水平,常存在几毫米的错边和椭圆度。集成化的激光视觉跟踪系统在焊接前对整圈坡口进行快速扫描,建立实际坡口的三维模型。焊接过程中,系统实时对比理论轨迹与实际坡口中心,并驱动焊枪进行横向(X/Y轴)和高度(Z轴)的补偿运动,确保电弧始终对准接头中心。同时,系统根据实时检测到的坡口宽度和错边量,自动微调焊接电流和摆动宽度,以适应热量的需求变化。例如,当遇到局部间隙变大时,系统自动增加摆动幅度并可能略微降低速度,以保证侧壁熔合;遇到错边时,则调整电弧偏向较高的一侧。这种智能适应能力,极大地降低了对前期组对精度的依赖,提高了焊接一次合格率,减少...
发布时间:2026.01.08 -

上海开放式管焊接机配件
对于壁厚较大的卫生管道(例如,用于高压力或高纯物料输送),传统V型坡口需要填充大量金属,导致热输入累积,对材料耐蚀性不利。窄间隙焊接(NGW)技术采用极窄的坡口(宽度可小至6-10mm),减少了填充金属量,从而明显降低了总体热输入。轨道式窄间隙焊头设计细长,能够深入窄缝。焊接时,采用小幅摆动配合精确的层道控制,确保窄缝的两侧壁完全熔合。由于热输入低、焊接道次多、热循环作用分散,整个接头的热影响区更窄,组织更均匀,有害相析出的风险大幅降低,很大程度地保持了母材原始的耐腐蚀性能。同时,焊缝收缩引起的变形也大大减小。这项技术将高质量卫生管道焊接的应用范围从薄壁管扩展到了中厚壁管,满足了生物反应器、大...
发布时间:2026.01.07 -

上海封闭式法兰焊接机维修
对于壁厚较大的卫生管道(例如,用于高压力或高纯物料输送),传统V型坡口需要填充大量金属,导致热输入累积,对材料耐蚀性不利。窄间隙焊接(NGW)技术采用极窄的坡口(宽度可小至6-10mm),减少了填充金属量,从而明显降低了总体热输入。轨道式窄间隙焊头设计细长,能够深入窄缝。焊接时,采用小幅摆动配合精确的层道控制,确保窄缝的两侧壁完全熔合。由于热输入低、焊接道次多、热循环作用分散,整个接头的热影响区更窄,组织更均匀,有害相析出的风险大幅降低,很大程度地保持了母材原始的耐腐蚀性能。同时,焊缝收缩引起的变形也大大减小。这项技术将高质量卫生管道焊接的应用范围从薄壁管扩展到了中厚壁管,满足了生物反应器、大...
发布时间:2026.01.07 -

广东钛合金管焊接机调试电流
在生物制药和食品级卫生管道系统中,要求管道内壁光滑、无死角、无氧化物,以防止微生物滋生。手工充氩和肉眼观察难以保证背面保护效果的一致性。自动充氩系统通过管道两端的密封堵头和精密流量计,在焊接前自动执行“充氩-保压-检测”循环,确保管道内部氧气含量低于既定标准(如<0.1%)。焊接时,系统维持一个稳定的微小正压氩气流。与此同时,内窥镜摄像头从管道另一端或侧面的观察口插入,实时将管道内部的焊接熔池图像传输到外部监视器上。操作员或视觉系统可以清晰观察背面熔池的形态、流动和成型情况。一旦发现成型不良(如内凹不足、焊瘤),可立即微调焊接参数进行纠正。这实现了“可视化焊接”,确保每一寸焊缝的背面都形成均匀...
发布时间:2026.01.07 -
上海航空航天焊接机推荐
卫生管道系统的要求之一是能够进行彻底的在位清洗(CIP)和蒸汽在位灭菌(SIP)。这意味着管道内壁和所有接头处不能有任何可能滞留液体或微生物的死角。为此,焊接前的管道组对必须高度精细,确保焊后内壁平滑过渡。快装卡具采用卫生型设计,所有与管道接触的部分均为光滑不锈钢,易于清洁。卡具通过精密的定位销和锁紧机构,确保两截管道的端面对齐、间隙均匀,且内壁高度一致,错边量控制在0.1mm以内。这种精细的组对,为后续的焊接实现“平齐”或“微内凹”的根部成型奠定了基础。焊后拆除卡具,焊缝区域与母材平滑连接,没有任何台阶或缝隙,完全满足3-A和EHEDG标准对表面连接的要求,使得清洗液和蒸汽能够毫无阻碍地通过...
发布时间:2026.01.07 -

广东壁厚3mm以下薄壁焊接机配件
仪器仪表、分析仪器、传感器等行业使用的薄壁管材种类繁多(不锈钢、铜、铝、可伐合金)、管径细小、接头形式复杂(直通、三通、变径、与阀体/膜片连接)。为此,薄管焊接专机采用高度模块化的平台设计。其是一个高刚性的运动平台和多轴机械手,而夹持工件的部分——即夹具,则设计成一系列可快速更换的模块。针对Φ3mm的毛细管、Φ10mm的引压管、异形接头,都有的V型块、三爪卡盘或仿形夹具模块。更换时,只需松开几个定位销或快换接头,整个夹具模组可在数分钟内完成切换。控制系统能自动识别新安装的夹具型号,并调用对应的焊接程序和坐标系统。这种设计使得一台主机能够灵活应对一个研发中心或小型精密制造厂内千变万化的焊接需求,...
发布时间:2026.01.07 -
自熔不加丝焊接机推荐
高速旋转电弧技术是针对薄壁管,特别是小直径薄壁管对接焊的性方案。其原理是将钨极或熔化极(焊丝)作为电极,在电机驱动下围绕自身轴线高速旋转(转速可达3000-10000转/分钟)。旋转的电弧不再是一个静止的热源,而是变成一个在接头圆周上进行高速扫描的“热环”。这种扫描效应使得单位面积上的热作用时间极短,热量被迅速分散到整个接头圆周,避免了局部过热。同时,旋转产生的离心力有助于稳定电弧形态,并对熔池产生轻微的搅拌作用,有利于气体逸出和细化晶粒。该技术常用于汽车空调管路(铝管)、冰箱冷凝管(邦迪管)、精密毛细管等大批量生产的场合。例如,焊接Φ4x0.25mm的铜管时,旋转电弧焊能在0.8秒内完成一个...
发布时间:2026.01.07 -

昆山圆管焊接机价格
厚壁管开启式管焊机针对的主电站主蒸汽管道、重型化工反应器进出口、海底管道等场景,其壁厚常超过25mm,甚至达到100mm以上。为此,设备采用大功率数字化焊接电源,额定输出电流高达500A,并具备100%暂载率,可长时间、大电流稳定输出,提供足够的热量来熔透厚壁。电源具备精确的脉冲控制能力,既能用大电流进行高效填充,也能用小电流进行精细的打底和盖面,适应厚壁焊接多层多道的工艺特点。强大的功率储备是完成厚壁接头焊接、耐磨耐蚀层堆焊等重载任务的根本保障,确保在野外或现场条件下,也能达到与工厂内重型设备同等的焊接能力。配备摆动宽幅达30mm的摆动器,并集成清根与焊道测量视觉系统,实现厚壁接头全自动化焊...
发布时间:2026.01.07 -
江苏TIG-脉冲焊接机厂家直销
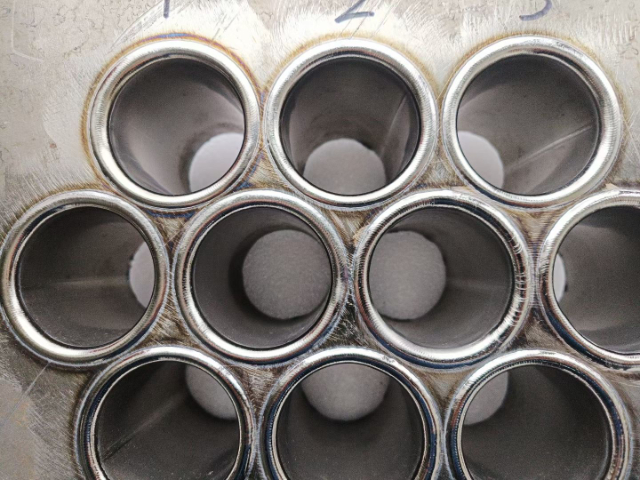
薄管焊接,尤其是直径小、壁厚薄的管件,其对接或套接的装配间隙可能只有零点几毫米,肉眼和手工操作难以精确对中。自动对缝跟踪系统通过非接触式测量,解决了这一精度难题。激光视觉跟踪采用一字线激光投射在待焊接头处,相机捕捉因接头缝隙或台阶导致的激光线变形,通过三角测量法实时解算出接头的中心位置和间隙值。电弧跟踪则利用焊接时电弧电压或电流随焊枪与工件距离变化的特性,通过程序控制焊枪进行小幅摆动扫描,根据电信号反馈确定坡口中心。在焊接诸如热交换器中的U型管与管板胀接后的密封焊(套接接头)时,系统能自动识别数百个管口的实际位置,引导焊枪逐个精确定位,补偿管板钻孔和胀管工艺带来的位置偏差。这确保了每个接头都能...
发布时间:2026.01.06 -
博尔勒焊接机价格
野外大型管道的组对精度受制于吊装设备、地形等因素,难以达到工厂水平,常存在几毫米的错边和椭圆度。集成化的激光视觉跟踪系统在焊接前对整圈坡口进行快速扫描,建立实际坡口的三维模型。焊接过程中,系统实时对比理论轨迹与实际坡口中心,并驱动焊枪进行横向(X/Y轴)和高度(Z轴)的补偿运动,确保电弧始终对准接头中心。同时,系统根据实时检测到的坡口宽度和错边量,自动微调焊接电流和摆动宽度,以适应热量的需求变化。例如,当遇到局部间隙变大时,系统自动增加摆动幅度并可能略微降低速度,以保证侧壁熔合;遇到错边时,则调整电弧偏向较高的一侧。这种智能适应能力,极大地降低了对前期组对精度的依赖,提高了焊接一次合格率,减少...
发布时间:2026.01.06 -
无锡TIG-直流焊接机操作
卫生级管道安装空间复杂,存在大量的水平固定焊(2G)、垂直固定焊(5G)和倾斜固定焊(6G)等全位置焊缝。全自动焊机通过轨道式爬行小车或机械手,携带焊枪沿管道环缝精确运动。其控制系统内嵌了全位置焊接参数库。系统根据焊枪在管道圆周上的实时位置(通过编码器反馈),自动、动态地调整焊接电流、电压、速度和摆动参数。例如,在仰焊位置(6点钟方向)自动采用较小电流和较快的焊接速度以防止熔池下坠;在平焊位置(12点钟方向)则可采用较大电流以提高效率。焊枪通常设计有自动旋转功能,以保持焊丝或钨极始终处于比较好角度。全程精确的层流保护和背面充氩,确保了无论在哪个位置焊接,管道内壁都能获得光亮、平滑、无氧化色的成...
发布时间:2026.01.06 -
陕西智能不锈钢管焊接机如何更换夹具
现场管道安装不可避免存在组对误差,如错边、间隙不均和管道不圆。本设备搭载的自适应坡口跟踪系统能有效应对这些挑战。系统通常采用激光视觉或电弧传感技术。激光视觉通过发射线激光扫描前方坡口,实时获取坡口宽度、中心线和高低差的三维数据。控制系统根据这些数据动态调整焊枪的横向(X/Y轴)位置和高度(Z轴),并微调焊接电流以适应间隙变化,确保电弧始终对准接头中心且熔深一致。对于存在椭圆度的管道,系统能识别并学习其形状,修正爬行小车的运动轨迹。这一“感知-调整”的闭环控制能力,降低了对管道预制和组对精度的苛刻要求,提高了现场焊接的一次合格率,是保障长输管道、海洋立管等重大工程焊接质量的关键技术。模块化设计,...
发布时间:2026.01.06 -
无锡焊接机调试方法
为应对多样化的生产需求,套管焊接机采用高度模块化理念设计。其机架为标准平台,而关键的定心卡盘、旋转驱动头、焊枪摆动机构等均设计为快换模块。针对不同管径范围(如小径Φ20-100mm、中径Φ100-300mm、大径Φ300-800mm),各有相应的模块组。更换时,操作人员只需卸下少量连接螺栓与电气/气动快插接头,即可在30分钟内完成规格切换。每个模块都经过精密校准,更换后系统能自动识别模块型号并调用对应的参数库与运动学模型,确保精度不变。这种设计使一台主机能够覆盖从精密仪器到大口径结构管的需求,极大提高了设备的利用率和投资回报率,尤其适合多品种、小批量的工程机械、重型装备及压力容器制造企业。集成...
发布时间:2026.01.05 -

江苏快速薄管焊接机教学
当一家工程公司同时在多个省市开展管道项目时,如何保证各项目部的焊接工艺统一、质量可控是一大管理难题。新一代焊机通过内置物联网模块,可将焊接过程数据实时上传至企业云平台。总部或区域中心的工艺可以远程监控任一工地设备的运行状态、焊接参数和初步质量数据(如有)。云平台存储着公司标准化的焊接工艺规程(WPS)数据库。当某工地需要焊接新钢级或规格的管道时,总部可直接从云端下发经过评定的WPS参数包至现场设备,确保工艺一致。所有焊口的焊接数据记录自动归档,形成数字化的质量数据库,便于公司层面进行质量分析和持续改进。这种“云端集中管理、边缘智能执行”的模式,实现了大型施工企业焊接质量的数字化、标准化、精细化...
发布时间:2026.01.05 -
无锡全位置焊接机租赁
市政给排水、长距离调水、电厂循环水等工程中的大口径(DN300以上)管道焊接,面临材料多样(Q235B、Q345R、304/316L)、壁厚范围大、野外环境恶劣等挑战。焊机采用大功率(如500A以上)、高暂载率的数字化电源平台,可兼容手工焊条(SMAW)、药芯焊丝(FCAW)、实心焊丝(MAG/MIG)等多种工艺。针对碳钢管道的高效填充,可选用自保护药芯焊丝,抗风能力强;针对不锈钢管道的耐腐蚀要求,则切换为氩气或混合气体保护的实心焊丝焊。设备具备强大的引弧和稳弧性能,即使在电网波动较大的野外,也能保证焊接过程稳定。这种“一机多能”的设计,减少了设备搬运数量,提高了施工队的适应能力和综合工效,是...
发布时间:2026.01.04 -
上海碳钢焊接机
大口径供水管道通常采用埋地或地面固定安装,焊接时管道无法旋转,存在大量的横焊、立焊和仰焊固定口。全位置自动焊接系统由柔性轨道、爬行小车、控制系统和焊接电源组成。轨道可磁吸或链条紧固在管道上,适应不同管径。爬行小车携带焊枪沿轨道自动行走,其内置的倾角传感器实时感知自身在管道圆周上的位置,并调用预设的参数库,自动调整焊接电流、电压、摆动幅度和频率。例如,在仰焊位置自动减小电流、加快焊速以防铁水下淌;在平焊位置则用大电流提高效率。该系统将焊工从繁重、高技能的固定位置手工焊中解放出来,不*大幅降低了劳动强度,更关键的是保证了长距离管道环缝焊接质量的均匀性和高合格率,尤其适用于穿越河流、铁路等关键节点的...
发布时间:2026.01.04 -
青岛高空焊接机调试电流
套管的精细定位是保证焊接质量与结构强度的前提。该焊接机内置的液压或气动内胀式定位系统,由一组高精度同心卡爪构成。安装时,定位头深入套管内部,卡爪在控制下均匀径向膨胀,直至与套管内壁完全贴合并施加恒定的胀紧力。此过程不*能自动校正套管自身的微小椭圆度,更能使其轴线与基管孔的理论轴线强制对齐。系统配备位移传感器,实时反馈校正量,确保终同心度误差稳定控制在0.1毫米以内。这种从内部进行的刚性定位,避免了外部夹具可能带来的遮挡和干涉,为焊枪提供了无障碍的焊接路径。在核电蒸发器传热管套管、航空航天高压管路等对同轴度有极端要求的领域,此项技术是保障介质流畅、减少涡流与振动磨损,以及确保焊缝均匀受力的关键技...
发布时间:2026.01.04 -
西安全位置封闭焊接机租赁
野外大型管道的组对精度受制于吊装设备、地形等因素,难以达到工厂水平,常存在几毫米的错边和椭圆度。集成化的激光视觉跟踪系统在焊接前对整圈坡口进行快速扫描,建立实际坡口的三维模型。焊接过程中,系统实时对比理论轨迹与实际坡口中心,并驱动焊枪进行横向(X/Y轴)和高度(Z轴)的补偿运动,确保电弧始终对准接头中心。同时,系统根据实时检测到的坡口宽度和错边量,自动微调焊接电流和摆动宽度,以适应热量的需求变化。例如,当遇到局部间隙变大时,系统自动增加摆动幅度并可能略微降低速度,以保证侧壁熔合;遇到错边时,则调整电弧偏向较高的一侧。这种智能适应能力,极大地降低了对前期组对精度的依赖,提高了焊接一次合格率,减少...
发布时间:2026.01.04 -
昆山圆管焊接机调试方法
对于有内部压力或流体密封要求的薄壁管环缝对接焊(如制冷管路),根部焊道的背面成型质量至关重要。高精度三爪或四爪自定心卡盘确保了两截管子的同轴度和端面贴合,间隙被控制在0.05-0.1mm的理想范围内。背压气体控制系统则负责在管道内部建立并维持一个稳定的微正压惰性气体环境(通常为氩气)。该系统包含精密减压阀、流量计和压力传感器。焊接开始时,先以较大流量吹扫管道内部空气,然后切换至一个较低的维持流量,并在焊接全程保持压力稳定(如0.2-0.5Bar)。这个微正压有两个作用:一是持续排除可能侵入的空气;二是在熔池背面形成一个微弱的支撑力,配合正面的电弧力与表面张力,共同塑造出均匀、略微内凹或平齐的背...
发布时间:2026.01.04 -
山东制药行业焊接机出租
户外管道施工常伴有微风,这对依赖气体保护的MIG/MAG焊构成挑战。药芯焊丝(FCAW)工艺,特别是自保护型药芯焊丝,其焊丝内部包裹着造气、造渣、脱氧的焊药,焊接时无需外部保护气体,焊药分解产生的气体和熔渣共同保护熔池,抗风能力可达8级风力,非常适合野外作业。同时,其熔敷效率高,烟尘相对可控。金属粉芯焊丝(MCP)则兼具实心焊丝和药芯焊丝的某些优点,填充金属密度高、飞溅小、焊接速度快,且通常采用气体保护以获得更好的焊缝性能。专机为此类工艺优化了送丝系统(防堵丝)、焊接波形(降低飞溅)和除尘设备。这两种高效工艺的应用,使得大口径厚壁供水管道的焊接速度比传统手工焊条提升2-3倍,明显缩短了工程周期...
发布时间:2026.01.03 -
广东氩弧焊焊接机调试方法
现场应用的突出挑战在于可达性。为此,开启式管焊机在保证功能的前提下,一致追求轻量化。主体框架采用度航空铝合金或复合材料,关键部件集成化设计,使标准配置的整机重量控制在25公斤以下,并可分解为2-3个更轻的模块。这意味着技术人员可以单人背负或使用简易吊具,将设备运送至高空作业平台、偏远山区管道沿线、船舶甲板下层等车辆与大型机械无法直达的区域。轻量化并未性能,通过优化的结构力学设计,设备在管道上锁紧后仍能保持足够的刚性以抵抗焊接振动。这一特性使其成为管道应急抢修、分布式电站维护、基础设施巡检等机动性要求极高任务的理想选择。管路系统设计无死角快装卡具,满足CIP/SIP清洗验证的安装要求。广东氩弧焊...
发布时间:2026.01.03 -
山东全位置封闭焊接机调试电流
高速旋转电弧技术是针对薄壁管,特别是小直径薄壁管对接焊的性方案。其原理是将钨极或熔化极(焊丝)作为电极,在电机驱动下围绕自身轴线高速旋转(转速可达3000-10000转/分钟)。旋转的电弧不再是一个静止的热源,而是变成一个在接头圆周上进行高速扫描的“热环”。这种扫描效应使得单位面积上的热作用时间极短,热量被迅速分散到整个接头圆周,避免了局部过热。同时,旋转产生的离心力有助于稳定电弧形态,并对熔池产生轻微的搅拌作用,有利于气体逸出和细化晶粒。该技术常用于汽车空调管路(铝管)、冰箱冷凝管(邦迪管)、精密毛细管等大批量生产的场合。例如,焊接Φ4x0.25mm的铜管时,旋转电弧焊能在0.8秒内完成一个...
发布时间:2026.01.03 -
广东封闭式焊接机如何更换钨棒
为提升野外管道施工的机动性和性,解决方案采用模块化工程车设计。车载平台集成了所有必要设备:大功率柴油发电机组,为整个系统提供稳定电力;一台或多台大容量焊接电源;管道坡口加工机(带坡口机);内/外对口器;焊接小车或机械手系统;空气压缩机;必要的预热设备和保温材料;甚至集成简易的射线或超声波检测设备。这相当于一个移动的“管道焊接工厂”。工程车可以开到管道沿线的任何作业点,快速展开,提供从管口处理、组对、预热、焊接、后热到初步检测的全套服务。这种高度集成的解决方案极大地减少了设备调动和现场接线的复杂度,提高了施工队伍在远离基地的野外环境下的连续作业能力和综合施工效率。集成智能多层多道焊接系统,自动规...
发布时间:2026.01.03