-
 福建国产珩磨油石设备价钱06.14
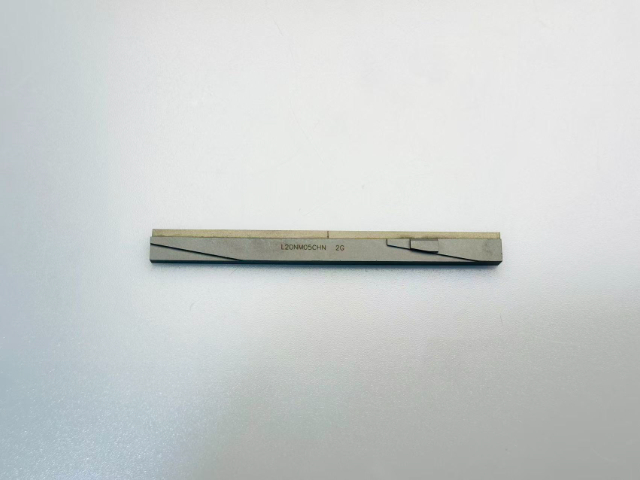
福建国产珩磨油石设备价钱06.14高质量珩磨油石的制造是材料科学与精密工艺的结合,关键流程包括配方设计、混料、成型、烧结、精加工五大环节。配方设计是基础,需根据加工对象确定磨料种类、粒度、浓度、结合剂比例及气孔率,超硬油石还需添加润湿...

-
 广东制冷零部件珩磨杆销售电话06.14
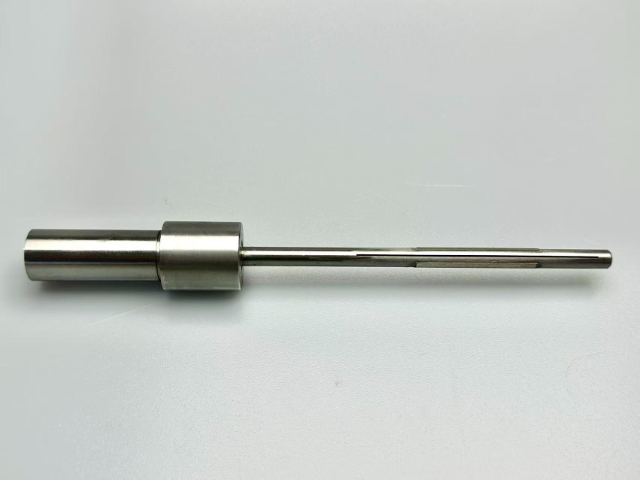
广东制冷零部件珩磨杆销售电话06.14珩磨杆作为精密加工的关键工具,其性能和质量直接决定了下游零部件的性能、可靠性和使用寿命,对高级制造产业的发展具有重要的支撑作用。在现代制造业中,随着精密加工技术的不断升级,对珩磨杆的要求也越来越高,不...
-
 沈阳非金属材料珩磨油石服务电话06.13
沈阳非金属材料珩磨油石服务电话06.13科学使用与维护是延长珩磨油石寿命、保证加工质量的关键,涵盖安装、修整、保养三大环节。安装时,油石需与珩磨头座紧密贴合,无间隙,紧固螺栓均匀受力,防止油石受力不均断裂;多油石珩磨头需保证各油石径向跳动≤...
-
 沈阳非金属材料珩磨油石设备价钱06.13
沈阳非金属材料珩磨油石设备价钱06.13珩磨油石的行业标准是规范产品质量、保障加工安全的重要依据,国内主要执行 GB/T 2480-2023《普通磨料 固结磨具 通用技术条件》、JB/T 10924-2008《珩磨油石》等标准,国际上则以 ...
-
 吉林纺织机械珩磨夹具服务电话06.13
吉林纺织机械珩磨夹具服务电话06.13珩磨夹具的失效形式及修复方法,是降低加工成本、延长使用寿命的重要保障,不同的失效形式需采用针对性的修复方法,确保修复后的夹具性能符合加工要求。珩磨夹具的常见失效形式主要有定位元件磨损、夹紧机构失效、导...
-
 郑州核电部件珩磨杆06.13
郑州核电部件珩磨杆06.13数控珩磨杆搭配智能闭环控制系统,实现了珩磨加工过程的全自动化、精细化和智能化,是智能制造时代精密内孔加工的重要发展方向。该系统通过激光测距传感器、位移传感器等设备,实时检测内孔的尺寸误差、形状误差和表...
-
绍兴通孔珩磨夹具批发价格06.12
珩磨夹具的夹紧机构是保障加工稳定性的**,其性能直接决定工件在加工过程中的固定效果,避免因夹紧不牢、夹紧力不均导致的加工误差和工件损坏。常用的夹紧机构主要分为机械夹紧、液压夹紧、气压夹紧和电磁夹紧四大...
-
黑龙江核电部件珩磨夹具联系方式06.12
由于珩磨夹具长期处于高频使用状态,定位面、夹紧面和导向面等关键部位容易产生磨损,影响夹具的精度保持性。为此,现代珩磨夹具普遍采用耐磨强化处理技术来延长使用寿命。常用的强化处理方法包括:对钢制夹具的关键...
-
 台州阀套珩磨油石销售电话06.12
台州阀套珩磨油石销售电话06.12珩磨油石的生产工艺复杂,涵盖原料制备、混合、成型、烧结、修整等多个环节,每个环节的工艺参数直接影响油石质量,需严格控制。原料制备阶段,磨料需进行分选、清洗与表面改性,去除杂质、优化表面活性,提升与结合...
-
 盲孔珩磨杆设备价钱06.11
盲孔珩磨杆设备价钱06.11珩磨杆的失效机理与预防措施,是保障生产连续性、降低故障停机时间的**,通过深入分析珩磨杆的失效类型和根本原因,制定针对性的预防措施,可有效减少失效现象的发生。珩磨杆的失效机理主要分为磨损失效、疲劳失效...
-
 宁波精密珩磨杆推荐厂家06.11
宁波精密珩磨杆推荐厂家06.11珩磨杆的表面质量直接影响工件的加工效果和使用性能,其加工后内孔的表面粗糙度、网纹结构等指标需严格控制,不同应用场景的要求存在明显差异。一般来说,珩磨杆加工后内孔的表面粗糙度需控制在Ra0.2-0.8μ...
-
核电部件珩磨夹具销售电话06.11
液压夹紧机构通过液压油的压力驱动夹紧元件,夹紧力均匀、平稳,可实现无级调节,夹紧精度高,适用于大批量、高精度、薄壁工件的加工,如发动机缸套、薄壁管件等,其夹紧力可通过液压系统精细控制,避免工件变形,同...