-
 宁波塑料定转子模具备件大概费用02.28
宁波塑料定转子模具备件大概费用02.28转子铁芯的制造工艺:铁芯片的固定。在铁芯片堆叠完成后,需要使用螺栓或者其他方式将它们固定在一起,形成一个整体。在固定过程中,需要保证铁芯片之间的间隙和压力均匀,以避免出现变形或者损坏等问题。铁芯片的磨...

-
 湖州常用定转子模具备件厂家现货02.27
湖州常用定转子模具备件厂家现货02.27固定型定转子模具如其名,这种定转子模具在加工时不会移动或旋转,而是通过操作杆和手柄等控制器来实现加工过程中的各项操作。常见的固定型定转子模具有板式模具、复合模具、压铸模具和金属冲压模具等。旋转型定转子...
-
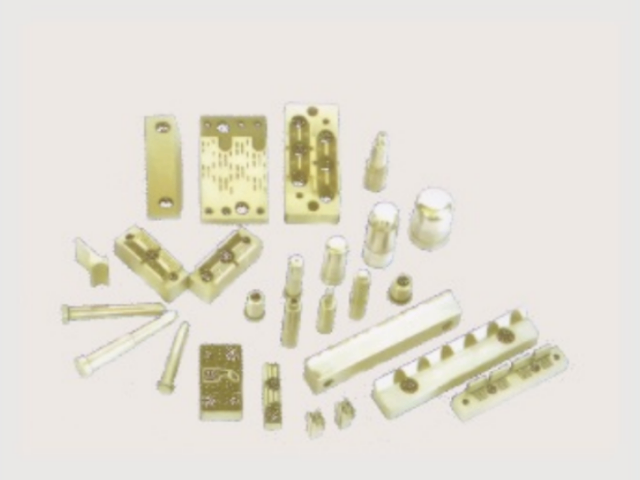
温州无刷定转子模具备件厂家报价02.27
定转子模具备件的材质选择至关重要。冲头通常需要具备高硬度、高耐磨性和良好的韧性。一般会选用硬质合金材料,如钨钴类硬质合金。这种材料硬度高,能承受强度高的冲切力,在长时间使用中保持形状稳定。对于凹模,由...
-
 台州定转子模具备件厂家报价02.27
台州定转子模具备件厂家报价02.27定转子模具备件是电机定转子生产过程中的关键组成部分。定转子模具用于制造电机的定子和转子铁芯,而定转子模具备件则是对模具进行维护、修理和更换的零部件。这些备件包括冲头、凹模、导柱、导套等。冲头在冲压过程...
-
 衢州专业切筋模具厂家报价02.26
衢州专业切筋模具厂家报价02.26切筋模具的尺寸需要根据加工需求进行合理的选择,过大或过小的尺寸都会影响加工效率和加工质量。因此,在选择切筋模具时,需要根据具体的加工需求进行合理的选择。切筋模具的材料选择和维护保养也是影响其加工效率和...
-
 丽水电机定转子模具备件定制02.26
丽水电机定转子模具备件定制02.26旋转型定转子模具的加工技术是一项非常复杂的工艺,需要具备一定的专业知识和技能。在加工过程中,需要掌握旋转型定转子模具的加工原理、加工工艺、加工参数等方面的知识,以确保加工质量和效率。同时,还需要具备一...
-
 常州U型切筋模具厂家现货02.26
常州U型切筋模具厂家现货02.26切筋模具是一种用于金属加工的工具,它的切削刃是实现金属材料表面削去或压制的关键部分。在切筋模具的设计与制造中,切削刃的形状、尺寸、材料等因素都需要考虑。首先,切削刃的形状应该与所需加工的金属材料的形状...
-
 常州六角形冷冲模具订做价格02.26
常州六角形冷冲模具订做价格02.26冲压模具材料的种类及特性:制造冲压模具的材料有钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青铜、高分子材料等等。目前制造冲压模具的材料绝大部分以钢材为主,常用的模具工作部件材料的种类有:碳素...
-
 南通精密定转子模具备件报价02.25
南通精密定转子模具备件报价02.25金属冲压模具的应用范围普遍,主要用于汽车、电子、家电等行业的大批量生产中。其优势在于高效、精度高、成本低、可重复使用等方面。首先,金属冲压模具可以实现高速、高效的生产,很大程度上提高了生产效率和产量。...
-
 宿迁拉丝冷冲模具联系人02.25
宿迁拉丝冷冲模具联系人02.25凸模凹模的间隙,按照材料的不同,厚度的不同,间隙值也是不同的:比如软钢和黄铜,材料厚度0.4~1.2mm,间隙值为厚度的7%~12%(双边),而同样的厚度,硬钢的间隙值为厚度的10%~17%(双边);...
-
 宁波冲击材料冷冲模具报价02.25
宁波冲击材料冷冲模具报价02.25多功能工具铣床。同时兼有卧铣和立铣的双重功能,在各种多功能夹具或工具的配合下,适应范围大,还可配插头进行插削作业。设备型号不大,主要用于中小型工件的成型加工,尤其适合于工具、模具制造,使用和操作都很方...
-
台州五金冷冲模具价格多少02.24
冲压冷冲模的加工工艺有哪些?1、分类不同:冷冲模具钢包括制造冲截用的模具(落料冲孔模、修边模、冲头、剪刀)、冷镦模和冷挤压模、压弯模及拉丝模等;热冲模具包括锤锻模、热挤压模和压铸模三类。2、工作条件不...