-
 15 04
15 04 -
 15 04长春BT40平头机安装
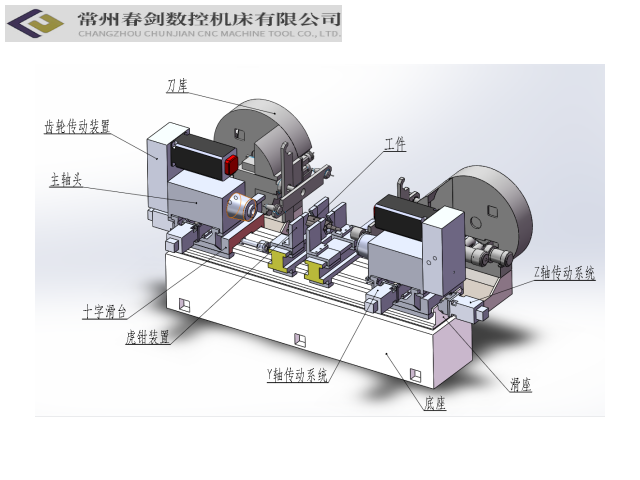
15 04长春BT40平头机安装工件的自动定心及自动夹紧,钳体上设计有夹紧同步可调装置,根据左右虎钳采用两对V型钳口,经液压油缸推动齿轮齿条联动机构,实现被加工工件直径的变化范围可通过更换钳口来实现有效夹持。液压系统单独于机床外, 数控系统采用广数GSK980MDi总线控制数控系统或990MC数控控制系统,省去了因意外断电或关机后再开机时的回原点操作麻烦(可根据用户需要... 【查看详情】
-
 14 04
14 04 -
14 04宁夏数控刀库机厂家价格
常州春剑数控机床有限公司是由常州机床总厂改制分离而来,公司成立后,依托国有企业完善的管理体制,借助原机床厂先进的技术力量,在技术创新和产品质量上加大了力度,由原来单一的XZ8210C普通型,发展成系列化产品,产品有XZK8205、XZK8210、XZK8215、XZK8220、XZK8230五大品种,20多个规格,以此来满足客户的不同需求... 【查看详情】
-
 13 04
13 04 -
 13 04
13 04 -
13 04河南多功能铣打机厂家价格
机床设计为刀具(主轴箱)移动切削形式,钻、铣、攻丝轴分列布局;高刚性铣轴单元采用大功率的7.5KW电机驱动;主轴转速可满足高速高精度加工之要求;攻丝主轴采用伺服主轴电机,与编码器配合,以保证转速与螺距的精确度。液压系统单独于机床外并采用风冷却装置。本机床进给系统采用伺服电机滚珠丝杠结构,定位准确,可精确控制中心钻的钻孔深度,并可有效避免铣... 【查看详情】
-
12 04福建平床身刀库机生产厂家
进给机构控制工件和刀具之间的相对运动,以实现所需的加工形状。铣削机可以进行各种类型的加工,包括平面铣削、立体铣削、曲面铣削等。铣削机的应用:铣削机普遍应用于各种行业,包括机械制造、汽车制造、航空航天、电子制造等。它可以用于加工各种形状的工件,包括平面、曲面、立体等。铣削机还可以用于加工各种材料,包括金属、塑料、木材等。总之,铣削机是一种... 【查看详情】
-
12 04重庆BT50刀库机维保
工件在人工装夹后,可双面同时或单独进给完成铣、钻、扩、铰孔、攻丝等多种加工。机床夹具采用液压自定心夹具,可实现规定范围内不同直径轴类零件的夹紧。针对不同长度工件加工,机床左右虎钳可手动移置,适应不同长度工件加工。机床在左右侧各配置1套5012卧式换刀刀库系统,可实现自动换刀。刀库为6-12刀位。刀库与主轴箱加工区域有防护门隔离,主轴换刀时... 【查看详情】
-
11 04宁夏轴类产品通用铣打机厂家
操作过程:铣打机的操作过程包括以下几个步骤:准备工作:检查机器各部位是否正常,安装好所需的刀具和夹具。装夹工件:将待加工的工件放置在夹具上,并固定好。调整参数:根据加工需求,调整机器的各项参数,如转速、进给速度、加工深度等。开始加工:启动机器,开始加工工件。检查质量:加工完成后,检查工件的质量,如尺寸精度、表面粗糙度等。清理机器:清理机器... 【查看详情】
-
 11 04辽宁BT50铣打机调试
11 04辽宁BT50铣打机调试GZK8215是一台使用数控金属切削机床,针对各种轴类零件(包括曲轴,凸轮轴等)进行铣端面打中心孔及打孔、攻丝之用途专门设计;特别适用于大量和成批轴类零件生产加工。是汽车摩托车零部件、电机、工程机械、纺织机械、印刷包装等制造行业的优先设备。机床精度符合国家新标准。机床采用广数系统,配备伺服主轴完成刚性攻丝。机床电器控制采用模块化PLC系统... 【查看详情】
-
10 04安徽BT50铣打机制造厂家
工件的自动定心及自动夹紧,钳体上设计有夹紧同步可调装置,根据左右虎钳采用两对V型钳口,经液压油缸推动齿轮齿条联动机构,实现被加工工件直径的变化范围可通过更换钳口来实现有效夹持。液压系统单独于机床外, 数控系统采用广数GSK980MDi总线控制数控系统或990MC数控控制系统,省去了因意外断电或关机后再开机时的回原点操作麻烦(可根据用户需要... 【查看详情】
