-
广东制造钨铜触头推荐
钨铜加工注意事项:1. 切削加工 钨铜银钨合金在制作尖角薄壁时可能会由于撞击或过大的加工负荷力而发生欠缺。钨铜合金产品在进行通孔钻削时请注意在即将通孔时进给负荷力,避免发生加工欠缺。钨铜合金无磁性,请在作业之前确认产品已固定牢固。2. 放电加工、线切割加工 钨铜银钨产品放电以及线切割速度相对缓慢,属正常现象。钨铜电镀注意事项:钨铜合金属于...
查看详细 >>10 2023-07 -
浙江定做钨铜触头缺点
钨铜的辨认方法:简单的辨认方法就是同样大小的钨铜(以W75为标准)和红铜(紫铜)对比,钨铜的重。量大约是红铜(紫铜)的1.55倍以上,并且硬度要高出很多和同样具备优良的导电性。而用颜色来辨认则是错误的。钨铜合金发展趋势:钨铜合金具有良好的发展趋势,并且随着行业领域的应用,其优势也逐渐得到了相关专业领域的重视,不断对钨铜合金材料加工工艺进行...
查看详细 >>10 2023-07 -
广东镀银钨铜触头推荐
钨铜加工注意事项:开封时请确认产品没有欠缺、裂缝或其他异常情况;铜比重比钢铁产品大。使用时请充分注意,防止产品掉落砸伤手或脚。切削加工 钨铜在制作尖角薄壁时可能会由于撞击或过大的加工负荷力而发生欠缺。钨铜银钨合金产品在进行通孔钻削时:请注意在即将通孔时进给负荷力,避免发生加工欠缺;钨铜无磁性,请在作业之前确认产品已固定牢固。放电加工、线切...
查看详细 >>09 2023-07 -
辽宁导电的钨铜触头
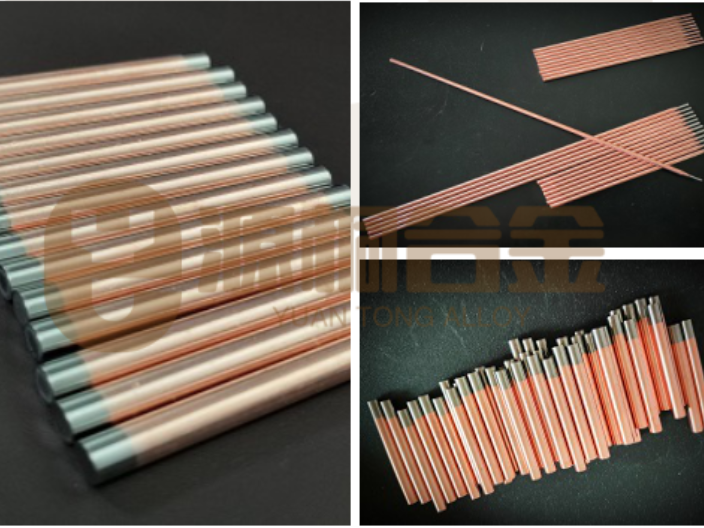
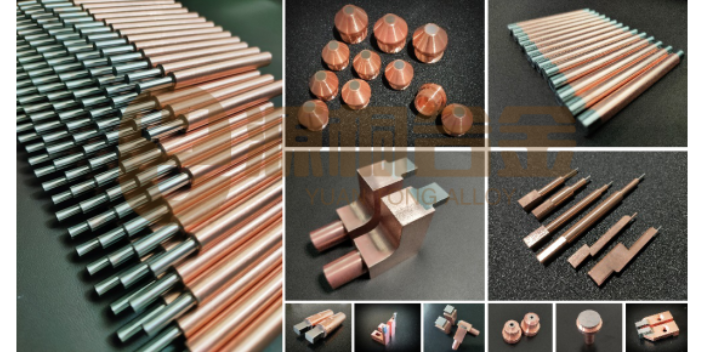
钨铜触头应用于:三、电火花电极 电火花加工电极早期采用铜或石墨电极,便宜但不耐烧蚀,基本上已被钨铜电极代替。钨铜电极的优点是耐高温、高温强度高、耐电弧烧蚀,并且导电导热性能好,散热快。应用集中在电火花电极、电阻焊电极和高压放电管电极。电加工电极特点是品种规格繁多,批量小而总量多。作为电加工电极的钨铜材料应具有尽可能高的致密度和组织的均匀性...
查看详细 >>09 2023-07 -
辽宁进口钨铜触头缺点
钨铜触头的物理性能:钨铜合金综合了金属钨和铜的优点,其中钨熔点高(钨熔点为3410℃,铜的熔点1080℃),密度大(钨密度为19.25g/cm,铜的密度为8.92/cm3) ;铜导电导热性能优越,钨铜合金(成分一般范围为WCu7~WCu50)微观组织均匀、耐高温、强度高、耐电弧烧蚀、密度大;导电、导热性能适中,广泛应用于耐高温材料、高压开...
查看详细 >>08 2023-07 -
辅助电阻焊电极
电阻焊的特点1:电阻焊是利用焊件内部产生的电阻热从高温区传导到低温区,加热熔化金属而实现焊接。属于内部分布式能源。2:电阻焊的焊缝在压力作用下凝固或聚集结晶,属于压力焊的范畴,具有锻造的特点。3:由于焊接热集中,加热时间短,热影响区小,焊接变形和应力也小。因此,通常焊后不需要校正和热处理。4:一般不需要焊接、焊丝、焊剂、保护气体等焊接材料...
查看详细 >>07 2023-07 -
宝安区定做电阻焊电极直径
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。 电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。形成牢固的电阻焊接头,必...
查看详细 >>07 2023-07 -
深圳耐磨的电阻焊电极有哪些
电阻焊电极三要素:(一)、焊接电流 焊接电流在阻焊过程中是个必须严格控制的参数它直接影响到熔核尺寸和接头的抗剪强度,因此电流的稳定是保证焊接质量的重要因素。过小,焊接区热量不够严重影响焊点强度。过大,焊接区易变形,表面变黑易有喷溅,产生气泡。电阻焊机可采用恒流和恒压两种电流精度补偿方式,以有效地克服网压波动和次级回路阻抗变化对电流的影响。...
查看详细 >>06 2023-07 -
深圳合金电阻焊电极
电阻焊电极之氧化铝铜电极氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比,强度更高(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85IACS%),具有出色的耐磨性,寿命长。氧化铝铜(CuAl2O3)是一种优异的强度高度、高导材料。由于纳米级Al2O3对基体铜的弥散强化作用,该合金...
查看详细 >>06 2023-07 -
北京定制电阻焊电极硬度
电阻焊电极头检验方法——无损检验:电阻焊接头的质量检验,分为破坏性检验和无损检验两类。 无损检验以不损坏产品使用性能为前提的检测方法,可以推广到每个零件的每个焊接接头,因此是保证产品安全的可靠手段。但在电阻焊接头中由于接头的特殊性,只有少量方法获得工业应用,大多数方法处于实验研究阶段。对电阻焊接头进行无损检验可有两类方法:其一是...
查看详细 >>05 2023-07 -
广州制造电阻焊电极推荐
电阻焊电极用铜合金的发展 铜的电导率在金属中只次于银 ,价格远远低于银 。在铜中添加少量合金元素可以明显改善铜的物理-力学性能 , 尤其是硬度和软化温度有较大提高, 因此 ,在电阻焊中广泛应用的是铜合金 。电极用铜合金中常用的合金元素有镉、银 、铬 、锆 、镍、硅、铍、钴 、铝等 。它们与铜组成的二元合金 、三元合金或多元合金 ,具有不...
查看详细 >>04 2023-07 -
上海电阻焊电极结构
电阻焊电极原理与应用 焊接厚0.1mm~9mm 电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合,获得期望的焊接效果。 = I2*R*T*C公式,H = 总热量I = 电流R = 电阻T = 时间C = 损失。电阻焊接的应用:电阻点焊焊接厚度限制在0.1mm~9mm之间,有色金属可以采用电阻焊来完...
查看详细 >>04 2023-07