- 品牌
- 上海立锐 浦锐力
- 型号
- LR
- 类型
- 无心磨床,外圆磨床,轴及辊磨床,工具磨床,多用磨床,内圆磨床,坐标磨床,平面及端面磨床,导轨磨床,仪表磨床,轴承磨床
- 用途
- 通用,**
- 控制形式
- 数控,人工
- 精密程度
- 普通,精密,高精度
- 自动程度
- 手动,半自动,自动
- 布局形式
- 立式,卧式
- 适用行业
- 航空,冶金,仪表
- 作用对象
- 板材,齿轮,螺纹,刀具,工具,五金
砂轮成型刀的数字化制造技术是行业发展的重要趋势,通过CAD/CAM、五轴联动加工等先进技术,可大幅提升成型刀的制造精度和效率。CAD/CAM技术可实现成型刀刃口轮廓的参数化设计和仿真,避免传统设计中的人为误差;五轴联动加工设备可实现复杂轮廓刃口的一次性加工,提升刀体的加工精度和尺寸一致性;此外,激光测量、三坐标测量等高精度检测技术的应用,可对成型刀的刃口轮廓进行精细检测,确保产品质量符合要求。数字化制造技术的应用,使砂轮成型刀的制造精度从原来的±0.01mm提升至±0.003mm,满足了**制造领域的高精度需求!高速钢砂轮成型刀,材质韧性佳,抗冲击能力强。上海进口砂轮成型刀厂家现货

微细砂轮成型刀主要用于微型精密零件的加工,如电子元件、微型模具、医疗器械等领域的微小轮廓工件。该类型成型刀的尺寸极小,工作面轮廓精度要求极高,通常需要采用特种加工技术制作,如激光加工、电火花加工等,确保工作面的微细结构精细成型。微细砂轮成型刀的磨料粒度极细,能够实现高精度的微量磨削,提升工件表面质量。在使用过程中,需配合高精度的微纳磨削设备,采用微量进给方式,严格控制磨削参数与环境温度,避免振动与热变形对加工精度的影响。其优势在于能够加工出传统刀具难以实现的微细轮廓,满足微型零件的精密加工需求,推动微型制造技术的发展。上海进口砂轮成型刀厂家现货柔性砂轮成型刀,针对柔性砂轮材质,塑形效果恰到好处。

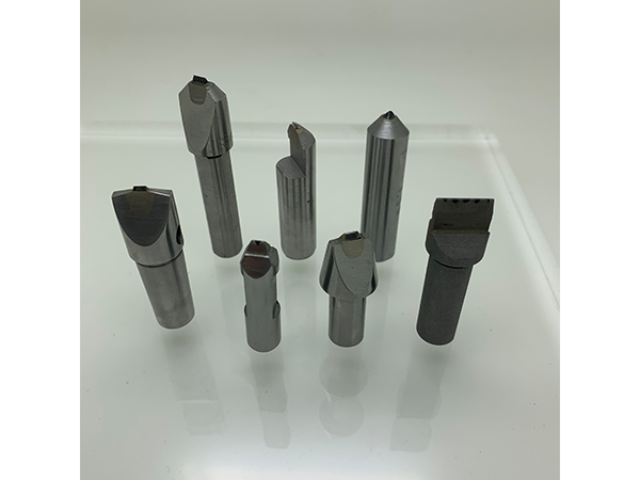
砂轮成型刀的材料选型直接影响其修整效果和使用寿命,不同材料适配不同类型的砂轮和加工需求。硬质合金材质的成型刀硬度高、耐磨性强,适用于修整刚玉、碳化硅等普通磨料砂轮,广泛应用于常规机械加工领域;金刚石材质的成型刀则因硬度极高,专门适配立方氮化硼、金刚石等超硬磨料砂轮,适用于高精度、高硬度工件的加工场景。此外,高速钢成型刀成本较低、韧性较好,适合小批量、低精度的砂轮修整作业。选型时需综合考量砂轮材质、修整精度要求、加工批量及成本预算,例如超硬磨料砂轮修整必须选用金刚石成型刀,以避免刀体过度磨损影响修整精度!
在砂轮成型加工中,砂轮成型刀的切削温度控制至关重要。切削过程中产生的高温会导致成型刀刃口磨损加剧,同时还可能影响工件的加工精度与表面质量。为了控制切削温度,可采取合理选择切削参数、使用冷却润滑液等措施。合理降低切削速度与进给量,可减少切削过程中产生的热量;使用具有良好冷却、润滑性能的切削液,能够及时带走切削热量,减少刃口与工件之间的摩擦,降低高温对成型刀与工件的影响。此外,优化成型刀的排屑槽设计,确保碎屑能够及时排出,也能减少碎屑堆积产生的二次热量,进一步控制切削温度。大型砂轮成型刀,针对重型砂轮定制,加工精度有保障。

轴承加工中,砂轮成型刀用于修整磨削轴承滚道的砂轮,是保障轴承旋转精度的关键环节。轴承滚道多为圆弧曲面,其表面精度和尺寸精度直接影响轴承的旋转稳定性和使用寿命,而滚道的磨削质量完全依赖于成型砂轮的精度。砂轮成型刀需将砂轮修整成与滚道匹配的圆弧轮廓,其刃口的圆弧精度、表面粗糙度直接决定砂轮的成型质量。在深沟球轴承、圆锥滚子轴承等常用轴承加工中,硬质合金或金刚石砂轮成型刀被广泛应用,其中金刚石成型刀因耐磨性强,可保证批量生产中砂轮修整精度的一致性,有效提升轴承滚道的加工精度和生产效率。创新耐磨砂轮成型刀,采用新型涂层技术,使用寿命更长。山西外圆磨砂轮成型刀厂家现货
小型砂轮成型刀,适配微型砂轮加工,精细塑形毫不含糊。上海进口砂轮成型刀厂家现货
砂轮成型刀的刃口设计与制造工艺是保障其修整精度的**环节,主要包括刃口轮廓设计、刀体加工、刃口研磨等关键步骤。刃口轮廓需根据目标砂轮形状精细建模,采用CAD/CAM技术进行参数化设计,确保轮廓尺寸误差控制在微米级;刀体加工多采用数控铣削、磨削等精密加工方式,保证刀体的刚性和尺寸稳定性;刃口研磨则通过高精度研磨设备进行,需严格控制刃口粗糙度和锋利度,避免因刃口缺陷导致砂轮修整后表面出现毛刺或不规则纹路。先进的制造工艺可使砂轮成型刀的刃口轮廓精度达到±0.005mm,为砂轮的高精度成型提供**保障,因此质量成型刀的制造往往需要多道精密工序协同配合。上海进口砂轮成型刀厂家现货


- 四川外圆磨砂轮成型刀厂家电话 2026-06-21
- 浙江天然金刚石砂轮成型刀厂家直销 2026-06-21
- 湖南天然金刚石砂轮成型刀推荐厂家 2026-06-20
- 江苏进口砂轮成型刀推荐厂家 2026-06-19
- 山东进口砂轮成型刀厂家电话 2026-06-18
- 山西进口砂轮成型刀厂家电话 2026-06-16
- 吉林磨床砂轮成型刀厂家现货 2026-06-15
- 甘肃砂轮成型刀厂家电话 2026-06-10