- 品牌
- 上海立锐 浦锐力
- 型号
- LR
- 类型
- 无心磨床,外圆磨床,轴及辊磨床,工具磨床,多用磨床,内圆磨床,坐标磨床,平面及端面磨床,导轨磨床,仪表磨床,轴承磨床
- 用途
- 通用,**
- 控制形式
- 数控,人工
- 精密程度
- 普通,精密,高精度
- 自动程度
- 手动,半自动,自动
- 布局形式
- 立式,卧式
- 适用行业
- 航空,冶金,仪表
- 作用对象
- 板材,齿轮,螺纹,刀具,工具,五金
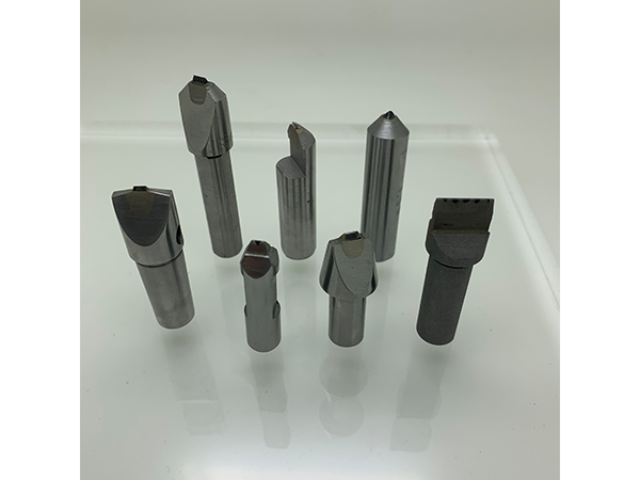
轴承加工中,砂轮成型刀用于修整磨削轴承滚道的砂轮,是保障轴承旋转精度的关键环节。轴承滚道多为圆弧曲面,其表面精度和尺寸精度直接影响轴承的旋转稳定性和使用寿命,而滚道的磨削质量完全依赖于成型砂轮的精度。砂轮成型刀需将砂轮修整成与滚道匹配的圆弧轮廓,其刃口的圆弧精度、表面粗糙度直接决定砂轮的成型质量。在深沟球轴承、圆锥滚子轴承等常用轴承加工中,硬质合金或金刚石砂轮成型刀被广泛应用,其中金刚石成型刀因耐磨性强,可保证批量生产中砂轮修整精度的一致性,有效提升轴承滚道的加工精度和生产效率。防粘刀砂轮成型刀,加工时不易粘屑,砂轮表面更洁净。陕西内圆磨砂轮成型刀

保养金刚石砂轮成型刀时,若发现刀体存在锈蚀现象,需采用正确的处理方法。用细砂纸轻轻打磨锈蚀部位,去除锈迹,注意打磨力度要适中,避免损伤刀体和金刚石颗粒。打磨完成后,在刀体表面均匀涂抹一层防锈油,形成保护膜,防止再次锈蚀。对于金刚石颗粒之间的污渍,使用指定的清洁剂进行清洗,切勿使用腐蚀性强的溶剂,以防损伤金刚石和结合剂。通过定期保养,能使成型刀始终保持良好状态,有效延长其使用寿命,确保其修整性能稳定可靠!!福建内圆磨砂轮成型刀推荐货源创新型砂轮成型刀,优化刀刃设计,加工效率提升超三成。

砂轮成型刀的选型需遵循“适配砂轮、匹配精度、兼顾效率”的原则,具体需考虑砂轮材质、砂轮尺寸、修整轮廓复杂度、加工批量等因素。若砂轮为普通刚玉材质,可选用硬质合金成型刀;若为超硬立方氮化硼砂轮,则必须选用金刚石成型刀;修整复杂异形轮廓时,需选用整体式高精度成型刀,确保轮廓复制精度;大批量生产时,可转位式成型刀更具成本优势。此外,还需考虑成型刀的刃口角度、刀体尺寸与修整设备的兼容性,避免因设备不匹配导致修整作业无法正常进行。
未来,砂轮成型刀将朝着高精度、高效率、长寿命、智能化的方向发展。随着**制造领域对加工精度要求的不断提高,砂轮成型刀的轮廓精度将进一步提升,有望达到亚微米级;在效率方面,通过优化刀具设计与加工工艺,将进一步提升切削速度与进给量,实现更高效率的加工;在寿命方面,新材料技术与涂层技术的不断创新,将大幅延长成型刀的使用寿命;在智能化方面,将融入更多的传感器与智能控制技术,实现加工过程的实时监测、自动调整与故障预警,提升加工的智能化水平。这些发展趋势将使砂轮成型刀在**制造领域发挥更加重要的作用,为制造业的转型升级提供有力支撑。自动砂轮成型刀,适配自动化生产线,无人值守加工可行。

砂轮成型刀的加工效率优势在批量生产中尤为凸显。传统的砂轮加工方式往往需要多道工序逐步加工,工序繁琐,加工效率低下,难以满足大批量生产的需求。而砂轮成型刀能够一次性加工出砂轮的成型轮廓,无需多次装夹与调整,大幅缩短了加工周期。例如在批量生产汽车轮毂轴承用砂轮时,使用砂轮成型刀可实现砂轮的快速成型加工,每把刀可连续加工数百件甚至数千件工件,加工效率较传统方式提升50%以上。同时,由于加工过程稳定,批量生产的工件尺寸一致性好,减少了后续的检验与修正工序,进一步提升了整体生产效率,降低了生产成本。工业级砂轮成型刀,满足重型加工需求,耐用性远超同行。陕西内圆磨砂轮成型刀
经济型通用砂轮成型刀,适配中小企业日常加工生产。陕西内圆磨砂轮成型刀
砂轮成型刀的磨损机制主要包括磨粒磨损、粘着磨损和化学磨损,其磨损程度受砂轮材质、修整载荷、修整速度等因素影响。磨粒磨损是最常见的磨损形式,由砂轮中的硬质磨料颗粒对成型刀刃口的切削作用导致;粘着磨损则是由于修整过程中刃口与砂轮磨料颗粒在高压高温下发生局部粘结,分离时带走部分刃口材料;化学磨损多发生在高温修整环境中,刃口材料与周围介质发生化学反应导致性能下降。通过优化修整参数(如降低修整载荷、提升修整速度)、选用耐磨材质的成型刀及采用湿式修整工艺,可有效降低磨损速度,延长成型刀的使用寿命!陕西内圆磨砂轮成型刀


- 浙江天然金刚石砂轮成型刀厂家直销 2026-06-21
- 湖南天然金刚石砂轮成型刀推荐厂家 2026-06-20
- 江苏进口砂轮成型刀推荐厂家 2026-06-19
- 山东进口砂轮成型刀厂家电话 2026-06-18
- 山西进口砂轮成型刀厂家电话 2026-06-16
- 吉林磨床砂轮成型刀厂家现货 2026-06-15
- 甘肃砂轮成型刀厂家电话 2026-06-10
- 吉林内圆磨砂轮成型刀 2026-06-09