- 品牌
- 上海立锐 浦锐力
- 型号
- LR
- 类型
- 无心磨床,外圆磨床,轴及辊磨床,工具磨床,多用磨床,内圆磨床,坐标磨床,平面及端面磨床,导轨磨床,仪表磨床,轴承磨床
- 用途
- 通用,**
- 控制形式
- 数控,人工
- 精密程度
- 普通,精密,高精度
- 自动程度
- 手动,半自动,自动
- 布局形式
- 立式,卧式
- 适用行业
- 航空,冶金,仪表
- 作用对象
- 板材,齿轮,螺纹,刀具,工具,五金
当金刚石砂轮成型刀在坐标磨床上无法修整出高精度砂轮时,需从成型刀和磨床两个方面进行排查和调整。首先检查成型刀本身的精度是否达标,若成型刀的精度不足,无法满足坐标磨床的高精度要求,则必须更换高精度的成型刀。同时,对坐标磨床的坐标系统进行多方校准,确保磨床的运动轨迹准确无误。在此基础上,通过精确对刀,采用小进给量的修整方式,逐步提升砂轮的精度,直至达到坐标磨床对砂轮的高要求,为高精度零件的加工提供可靠保障。德国真空焊接工艺,稳固打造金刚石砂轮成型刀。山东砂轮修整砂轮成型刀工厂直销

修整薄片砂轮时,若出现砂轮变形的问题,需从多个方面进行调整和优化。首先要调整金刚石砂轮成型刀的进给速度和压力,采用更低的参数设置,更多限度地减少对薄片砂轮的作用力,避免因受力过大导致变形。同时,仔细检查成型刀的安装是否垂直,确保其与砂轮的接触均匀,受力平衡。如果经过上述调整后仍无法解决问题,必要时更换刚性更好的成型刀,以增强修整过程中的稳定性,有效防止薄片砂轮变形,满足薄片砂轮高精度成型的特殊需求。黑龙江磨具砂轮成型刀设备制造独特结构的金刚石成型刀,提升修整作业效率。

操作工在无心磨床上修整砂轮时,若出现砂轮与导轮配合不佳,进而影响工件加工精度的情况,需重新调整金刚石砂轮成型刀对二者的修整参数。在具体操作中,要确保砂轮和导轮的工作表面平行度和圆度严格符合相关标准和加工要求。可通过多次试修整和准确测量,不断调整砂轮修整参数,直至砂轮与导轮能够实现准确配合。只有二者配合默契,才能明显提升无心磨床的磨削质量和工作效率,保证加工出的工件符合精度标准。确保能够高效、高质量地完成高硬度砂轮的修整工作。
内圆砂轮成型:内圆砂轮成型难度较大,小型、高精度的金刚石砂轮成型刀是解决难题的关键。由于内圆磨削空间狭窄,成型刀不*尺寸要小巧,金刚石刃口更需极度锋利。在修整时,将成型刀安装在磨床主轴上,采用低转速、小进给量的操作方式,让成型刀缓缓靠近砂轮内圆,细致地进行修整工作。这样才能确保内圆砂轮的尺寸精度与圆度,满足内孔磨削对精度的严苛要求,例如发动机缸套内孔磨削等,高精度的内圆砂轮是保障产品性能的基础。经专业切、研、磨,让金刚石成理想的成型刀。

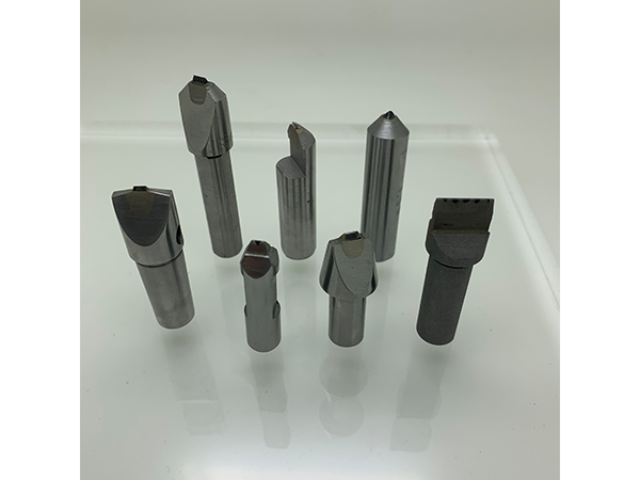
单晶金刚石砂轮成型刀,具有极高的硬度和锐利的刃口。单晶金刚石的单一晶体结构使其硬度均匀,刃口锋利度极高。在修整高精度砂轮时,单晶金刚石砂轮成型刀能准确地修整出砂轮的形状和尺寸,保证砂轮的精度达到微米级甚至更高。在使用过程中,要严格控制磨削参数,避免其单晶金刚石刃口因过度磨损而影响修整精度,常用于光学镜片磨具、超精密模具等砂轮的修整。多晶金刚石砂轮成型刀,由多个金刚石晶粒组成,具有良好的耐磨性和韧性。多晶结构使成型刀在修整过程中,即使部分晶粒磨损,其他晶粒仍能继续发挥作用,延长了成型刀的使用寿命。在修整高硬度、大尺寸砂轮时,多晶金刚石砂轮成型刀能承受较大的修整力,高效地修整砂轮表面。使用时,要根据砂轮的具体情况,合理选择多晶金刚石成型刀的粒度和结合剂类型,以达到不错的修整效果。特殊几何形状的金刚石,用于砂轮成型刀制作。砂轮砂轮成型刀工厂直销
经严格检测的金刚石成型刀,保障修整准确性。山东砂轮修整砂轮成型刀工厂直销
薄片砂轮成型:薄片砂轮厚度薄,极易变形,故而其成型对金刚石砂轮成型刀的锋利度和稳定性提出了极高要求。应采用刃口锋利且刚性良好的成型刀,在修整过程中,采用低进给速度和低磨削压力,防止薄片砂轮因受力过大而出现变形或破裂的情况。同时,确保成型刀在修整过程中的稳定性,准确的修整出薄片砂轮的厚度和平面度。在电子元器件切割用薄片砂轮成型中,高精度的厚度和平面度能保证切割的精度和元器件的完整性,满足薄片切割等特殊工艺的高精度要求。山东砂轮修整砂轮成型刀工厂直销


- 贵州磨床砂轮成型刀非标定制 2026-06-23
- 四川外圆磨砂轮成型刀厂家电话 2026-06-21
- 浙江天然金刚石砂轮成型刀厂家直销 2026-06-21
- 湖南天然金刚石砂轮成型刀推荐厂家 2026-06-20
- 江苏进口砂轮成型刀推荐厂家 2026-06-19
- 山东进口砂轮成型刀厂家电话 2026-06-18
- 山西进口砂轮成型刀厂家电话 2026-06-16
- 吉林磨床砂轮成型刀厂家现货 2026-06-15