电动车驱动电机高速动平衡技术赛德克平衡机针对EV电机高速工况开发的第三代双平面动态平衡技术,采用磁悬浮支撑系统与20000Hz高频采样振动分析系统的协同方案。1.全转速域监测:通过抗电磁干扰的光纤传感器阵列,实时捕捉100-20000rpm范围内转子不平衡量的相位与幅值,分辨率达0.01μm2.智能补偿系统:基于机器学习算法建立电机-减速器耦合振动模型,动态生成配重优化方案3.量产适配性:智能标定模块支持功率范围20-300kW、极数4-48极的永磁同步电机快速切换某国际车企的实测数据显示:在15000rpm持续工况下,电机NVH性能提升稳定(噪声降低7dB,A计权),轴承寿命周期从8000小时延长至11200小时。该技术已应用于全球TOP3新能源平台的800V高压电机产线。微米级平衡精度,有效降低设备振动噪音,延长关键部件使用寿命。云南四工位平衡机定制
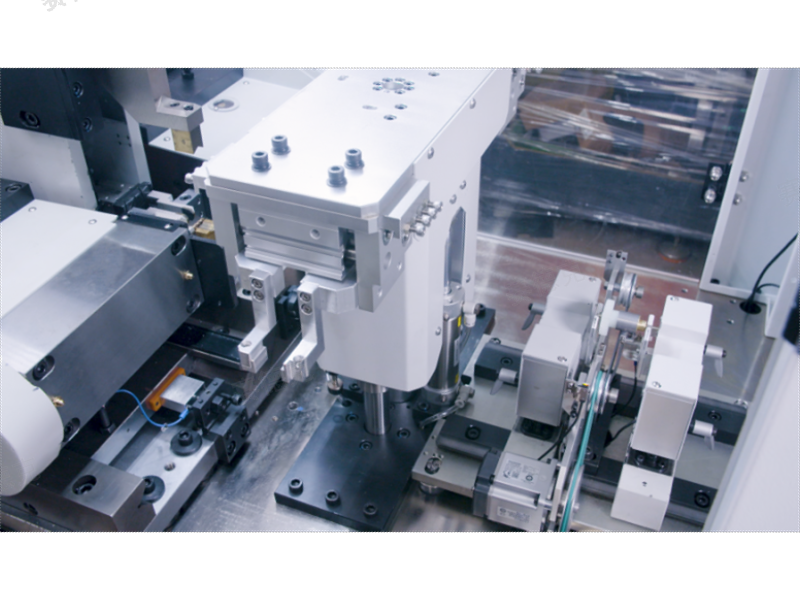
赛德克激光自动平衡机-电机转子领域的应用激光去重平衡技术在高效永磁电机转子制造中展现出稳定性能,其0.01g级的质量校正精度有效解决了高速旋转振动难题。采用532nm脉冲激光器(脉宽10ns,能量密度15J/cm²)实现微米级精密加工,单点去除深度可精确调控在5-20μm区间。某新能源汽车驱动电机的应用案例表明,通过2000fps高速视觉定位系统与自适应光学模块的协同控制,在18000rpm工况下成功将转子振动烈度从4.5mm/s降至0.8mm/s,NVH性能提升达82%。相比传统机械去重工艺,其非接触加工特性避免了磁钢应力集中问题,经认证机构检测证实磁通量损失率始终低于0.3%,同时加工效率提升300%以上。山西高速主轴平衡机报价平衡机 的校准方法一般有几种呢?一般有两种校正方法加重法和去重法!

赛德克平衡-新能源汽车电机转子高精度平衡技术永磁同步电机转子制造采用532nm脉冲激光去重技术,该技术通过纳秒级脉冲激光汽化材料实现亚微米级去除精度,结合有限元模态分析算法,实现0.005g·mm/kg的行业动平衡精度。经某品牌驱动电机实测验证,在15000rpm高速工况下(相当于电动车时速180km/h的等效转速),转子振动值由4.2mm/s降低至0.7mm/s(优于ISO1940G1.0标准),整体效率提升1.5%。该系统集成2000Hz高速视觉定位模块与六轴机器人协同控制,将相位角误差严格控制在0.3°以内。特别适用于800V高压平台扁线电机绕组的非接触式精密修正,通过激光参数自适应调节功能(脉宽10-100ns可调),彻底规避传统机械钻孔导致的磁钢退磁风险,使电机NVH性能达到行业前列水平。
赛德克平衡机助力-新能源汽车轮毂单元动平衡优化方案针对电动汽车轻量化发展趋势,本方案在铝合金轮毂制造中引入500Hz高速激光扫描系统,结合共焦显微测量技术实现0.3g级(相当于硬币重量1/200)的不平衡量检测精度。德系车企实测数据表明,该技术使21英寸轮毂在100km/h工况下的径向跳动量由行业均值0.12mm优化至0.05mm,有效改善电动车大扭矩特性导致的轮胎异常磨损。系统配置的1064nm光纤激光器采用自适应功率闭环控制,切削深度误差稳定在±2μm区间。基于深度学习的智能路径规划算法通过解析轮毂CAD模型自主生成加工轨迹,单件加工时长从传统工艺的90秒缩减至35秒,产线吞吐量提升60%。赛德克平衡机开发的防眩光护目系统集成自动调光液晶技术,操作人员视觉疲劳度降低70%(符合ISO15004-2标准),大幅提升产线人机工效。云端数据库积累十万+案例,匹配方案调取只需一键。

工业机器人关节电机平衡优化方案赛德克六自由度振动检测平台创新性地融合了:1.运动轨迹预测:通过编码器信号预判关节电机加减速曲线。2.热变形补偿:红外测温模块与有限元模型联调,实时修正±0.5℃引起的质量偏移。3.数字孪生验证:在虚拟产线中模拟2000小时老化测试。某协作机器人头部企业的测试报告显示:采用该方案后,SCARA机器人的重复定位精度从±0.015mm提升至±0.01mm,谐波减速器更换周期延长至5年。系统支持ISO9409-1标准法兰接口,适配主流品牌伺服电机。智能诊断振动源,快速定位不平衡点,减少设备停机排查时间。广西两工位平衡机哪个好
工业4.0接口开放对接,无缝融入智能产线管理系统。云南四工位平衡机定制
赛德克平衡机助力——涡轴发动机叶轮动平衡检测针对直升机涡轴发动机叶轮的特殊结构(直径180-220mm,叶片数12-18片),赛德克平衡机创新应用多频振动分析技术,通过解耦基频与谐波分量,将不平衡量检测精度提升至0.5g级(相当于一粒芝麻重量的1/200)。在某型涡轴发动机台架测试中,该系统使叶轮在12000rpm工况下的径向跳动量从0.12mm优化至0.05mm,达到SAEAS4059标准ClassA级要求。配套的自动去重装置采用脉宽10ns的脉冲激光微加工工艺,通过闭环控制的能量反馈系统,加工深度误差控制在±5μm,且热影响区小于20μm,避免传统机械去重导致的材料微观损伤。云南四工位平衡机定制