为更好的提高的生产加工效率,应用户和市场的需求,力达机床在确保产品保质保量生产的情况下,加大研发设计,根据广大的用户需求和产品加工数据,生产出纵向双主轴,横向双主轴等立式加工中心。 双工位同时装夹两个同等加工要求的零部件,一次性加工动作实现两个零部件相等加工部位的加工要求,做...
双主轴加工中心基本参数
- 品牌
- 普拉迪型材加工中心,航天搅拌摩擦焊,,发那科慢走丝,,发那科
- 型号
- 齐全
双主轴加工中心企业商机
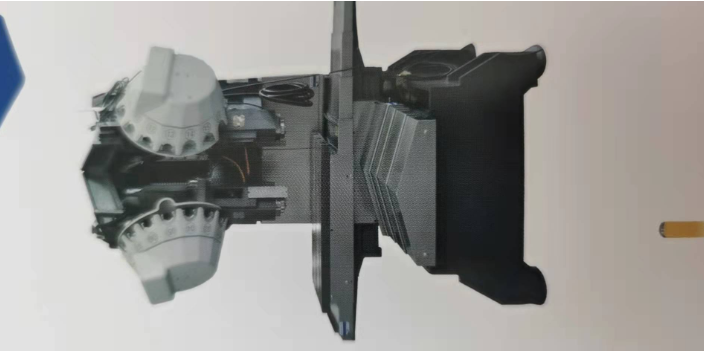
双主轴立式加工中心,包括底座,底座上设有立柱,立柱上设置有主轴箱;所述底座上设置有Y轴,Y轴连接靠前电机;所述Y轴上设置有水平垂直于Y轴的X轴,所述X轴连接第二电机;所述X轴上设置有滑台,滑台上方设置有竖直垂直于X轴的两根相互平行的靠前Z轴和第二Z轴;所述靠前Z轴连接第三电机,所述第二Z轴连接第四电机;所述靠前Z轴连接靠前主轴,所述第二Z轴连接第二主轴;该双主轴加工中心通过一个控制模块控制两个自主工作的主轴,该工作方式把常规单轴加工后换刀等待加工时间有效充分的利用,提高了工作效率;如果加工相同的工件时,控制模块可以控制两个主轴同时同步对两个工件加工。 双主轴加工中心生产。常州提供双主轴加工中心推荐厂家
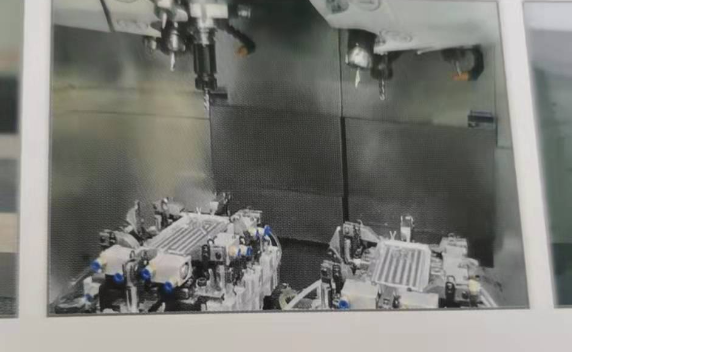
带交换工作台的双工位双主轴立式加工中心的结构,专门加工汽车发动机连杆,提高质量和效率。双工位双主轴立式加工中心的结构,包括三坐标进给单元、旋转交换工作台,其特征在于通过一套电气控制系统、液压系统、排屑及冷却过滤系统以及外防护,将旋转交换工作台固定在三坐标进给单元中床身的前部,构成一整的专门数控机床;三坐标进给单元有X轴、Y轴、Z轴三个互相垂直的数控直线轴,X、Y轴为水平轴,Z轴为竖直轴;X轴是使Y轴、Z轴左右移动的数控直线轴,以实现刀具左右位置的调整;Y轴是使Z轴前后移动的数控直线轴,Y轴垂直于X轴和Z轴,以实现刀具前后不同位置的调整;Z轴平行于刀具轴线方向、是使刀具上下移动的数控直线轴,以实现刀具对工件的切削;旋转交换工作台的B轴为数控回转轴,其回转轴线平行于ζ轴,使工作台沿B轴回转,以实现工件加工工位和装卸工位的交换。 常州提供双主轴加工中心推荐厂家二手的双主轴加工中心。

双主轴加工中心是欧洲机床企业应汽车制造业的要求开发的新产品,可以同时加工二个工件,成倍提高了加工效率。欧洲主要机床企业都开发了此类产品,形式各异,基本上都在3轴控制以上,很多的达到6轴控制,五轴联动。简介双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。
双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。 合适的双主轴加工中心。
双主轴加工中心是一种高精度、高性能比双主轴数控车床。属于电脑走刀、走心混合类型的双主轴数控车床,具有走刀机与走心机的多重优点。适合完成精度较高、批量较大的零件的加工。双主轴数控车床采用“并列双主轴”的整体布局型式,配合特殊设计的很高度铸造床身及底座,双主轴数控车床结构紧凑,稳定性极好。双主轴数控车床的两个主轴可以同时对不同的零件进行车削加工,也可以同时加工两个相同的零件。加工效率比一般双主轴数控车床提高了70%-100%。该双主轴数控车床由于配有双主轴,双刀架,因此双主轴数控车床在两个主轴加工相同零件时,加工效率相对于单主轴双主轴数控车床而言,可以提高一倍的加工效率。在左、右主轴加工不同的零件时,比如左主轴加工零件正面,右主轴加工零件反面,可以作到零件“毛胚进双主轴数控车床,成品出双主轴数控车床”,双主轴数控车床可极大地缩短零件工序间的周转。 双主轴加工中心的区别是什么?徐州推荐双主轴加工中心哪家强
距离近得双主轴加工中心厂家。常州提供双主轴加工中心推荐厂家
双主轴加工中心有两个驱动轴,所以可以进行双轴车削加工在批量生产中,采用多轴加工工艺无疑是一种可以大幅提高生产率和降低生产成本的有效方法。这种方法既适用于车削加工,也适用于铣削加工。如果能够把车铣两种工艺集成到一台机床上,只用一道工序即可把工件加工完毕,其优点则将更为明显。在这种情况下,由于工件换装的工序可以省去,所以加工精度得到提高;同时,由于可以省去更换设备所需的时间,因此加工时间得以很大节约。 常州提供双主轴加工中心推荐厂家
苏州市益五机械科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州市益五机械科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与双主轴加工中心相关的文章
上海关于双主轴加工中心注意事项
- 苏州大规模双主轴加工中心设备销售 2026-07-16
- 常州使用双主轴加工中心怎么样 2026-07-16
- 双主轴加工中心私人定做 2026-07-14
- 上海什么是双主轴加工中心设备销售 2026-07-14
- 常州供应双主轴加工中心价格优惠 2026-07-14
- 南京提供双主轴加工中心好选择 2026-07-13
- 南京提供双主轴加工中心代理公司 2026-07-13
- 江苏购买双主轴加工中心好的供应商 2026-07-13
- 苏州咨询双主轴加工中心简介 2026-07-11
- 无锡制造双主轴加工中心 2026-07-09
- 上海购买双主轴加工中心采购信息 2026-07-07
- 无锡关于双主轴加工中心简介 2026-07-07
与双主轴加工中心相关的产品
与双主轴加工中心相关的新闻
-
苏州质量双主轴加工中心 2026-07-04 02:00:31对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出。当X、Y、Z的行程分别达到400mm、400mm和360mm时,所有3个线性轴的高速档均可以达到60m/min的速度。由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位...
-
常州质量双主轴加工中心简介 2026-07-04 01:00:28双主轴立式加工中心其特征在于通过电气控制系统、液压系统、排屑及冷却过滤系统以及外防护,构成一整的数控机床,三坐标进给单元有三个互相垂直的数控直线轴,X轴是使Y轴、Z轴左右移动的数控直线轴,以实现刀具左右位置的调整,Y轴是使Z轴前后移动的数控直线轴,以实现刀具前后不同位置的调整,Z轴是使刀具上下移...
-
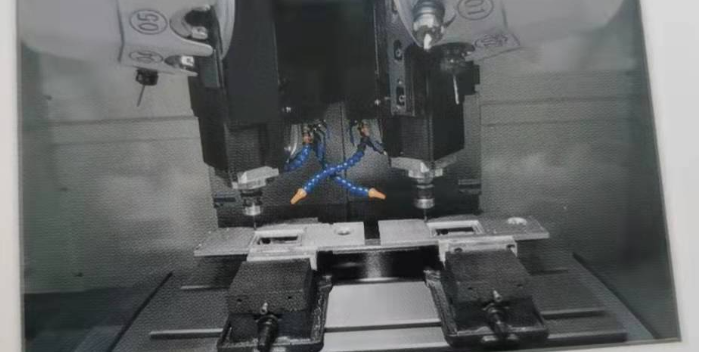
常州推荐双主轴加工中心怎么样 2026-06-30 12:00:38本实用新型的技术方案是:一种双主轴自动加工中心,包括主轴a和主轴b,所述主轴a和主轴b位于主轴座上,刀库位于主轴a和主轴b上方,刀库内设有装载备用刀具的刀盘,主轴a、主轴b与刀盘之间活动连接换刀机械手,通过换刀机械手实现对主轴a、主轴b上刀具的更换,主轴a和主轴b的对侧设有用于固定待加工工件的移...
-
苏州提供双主轴加工中心价格 2026-06-30 12:00:38对回转台的驱动和加工中心的定位及推进动作,均由螺杆/棘轮组合装置和滚珠丝杠传动装置来发出。当X、Y、Z的行程分别达到400mm、400mm和360mm时,所有3个线性轴的高速档均可以达到60m/min的速度。由于按照受力的原理,位于刀具一侧的铣轴同时也负责刀具的更换,它必须向上朝着刀库的方向定位...
与双主轴加工中心相关的问题
新闻资讯
产品推荐
-

什么是型材加工中心设备注意事项
2026-07-16 -

江苏定制型材加工中心设备私人定做
2026-07-16 -

江苏高精度尼得科龙门加工中心新报价
2026-07-16 -
常州使用双主轴加工中心怎么样
2026-07-16 -

常熟定制小型加工中心价格有吗
2026-07-16 -

佛山型材加工中心设备排行榜
2026-07-14 -

双主轴加工中心私人定做
2026-07-14 -
江苏质量型材加工中心设备哪个好
2026-07-14 -
上海提供立卧复合加工中心价格贵吗
2026-07-14