- 品牌
- 德益
- 厂家
- 德益
- 型号
- 300
- 材质
- 镀锌板,不锈钢,三防布,聚氨酯pu,天然橡胶,玻璃布管
- 加工定制
- 是
- 类型
- 螺旋风管,高温风管
- 用途
- 吸管,通风排气管
模压成型工艺:首先,根据管道部件的形状、尺寸,制作模压模具;其次,将玻璃纤维与树脂混合均匀,制成模压料;然后,将模压料放入模压模具中,施加一定的压力(10-20MPa)及温度(100-150℃),进行模压成型,模压时间为1-2小时,确保模压料充分固化,形成所需的管道部件;模压完成后,将部件从模具中取出,打磨表面毛刺、瑕疵,做好连接部位的处理,便于与管道主体连接。玻璃钢管道加工制作过程中需注意以下事项:树脂与玻璃纤维的配比需准确,确保管道的强度及耐腐蚀性;缠绕或模压过程中,需控制温度、压力及时间,确保树脂充分固化,避免出现固化不完全、气泡、裂纹等缺陷;管道脱模后,需进行质量检测,检查管道的尺寸、强度、密封性,不合格的管道需及时返修;加工过程中,需做好通风措施,避免树脂挥发物危害操作人员健康。模块化通风管道系统支持快速拆装与扩容,适应工厂产能调整或工艺变更需求。扬州厨房排烟管道通风管道厂家

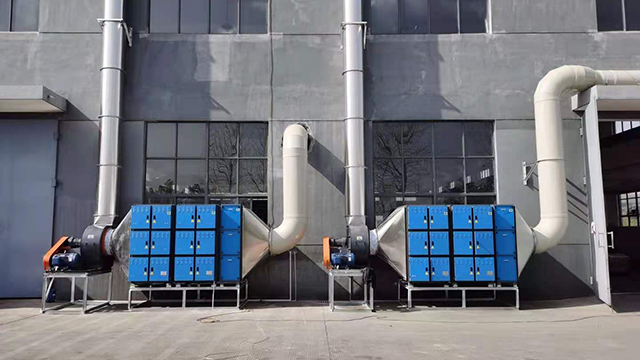
湿式净化设备对高温烟尘的冷却效果好,同时能去除烟尘中的有毒气体,适用于高温、高湿、高浓度的焊接烟尘净化。但湿式净化设备会产生废水,需要对废水进行处理,否则会造成二次污染,且设备占地面积大,运行成本较高,因此在焊接烟尘净化中的应用也受到一定限制,主要用于特殊焊接作业环境。在实际应用中,往往采用多种净化技术相结合的方式,提高净化效率和适应性。例如,在大型焊接车间的集中排烟通风系统中,先采用过滤式净化去除大部分烟尘,再采用活性炭吸附去除有毒气体,确保排放的气体符合国家环保标准。同时,净化设备的选型需根据焊接作业的规模、烟尘浓度、排放要求等因素综合考虑,确保净化设备能够满足实际需求,实现达标排放。南通餐馆通风管道安装管道支架采用弹性减震设计,可有效隔离风机振动,避免共振导致的管道开裂风险。

材料是决定焊接排烟与通风管道系统使用寿命和性能的关键,需根据焊接烟尘的特性、作业环境的温度、湿度、腐蚀性等因素,选择性能优异的材料,确保系统长期稳定运行。排烟管道的材料需具备耐高温、耐磨损、耐腐蚀的特性。焊接烟尘温度较高,尤其是靠近焊接点的排烟管道,温度可达100℃以上,因此管道材料需能承受高温环境,避免变形、老化。同时,烟尘中含有的硬质颗粒会对管道内壁造成磨损,材料需具备良好的耐磨性,减少管道磨损穿孔的风险。此外,焊接过程中产生的腐蚀性气体,如酸性气体、碱性气体,会对管道造成腐蚀,材料需具备耐腐蚀性能。常用的排烟管道材料有镀锌钢板、不锈钢板、耐高温复合板材等。
在安全层面,排烟与通风管道是预防燃爆事故的关键屏障。焊接烟尘中的可燃成分与有毒气体,在密闭或半密闭空间中容易积聚,形成安全隐患。通风管道通过持续的空气置换,将可燃气体、有毒气体稀释并排出,使作业环境中的气体浓度始终处于安全阈值以下。同时,排烟系统及时清理烟尘,避免烟尘浓度过高引发的燃爆风险,为焊接作业创造了安全的操作环境。此外,良好的通风还能降低作业环境的温度,减少因高温引发的设备故障和人员中暑风险,进一步提升作业安全性。喷漆通风系统需设置风量平衡阀,根据不同工位需求调节分支管道风量,实现精细控尘。

绿色化是焊接排烟与通风管道的重心发展方向。随着环保要求的不断提高,对焊接烟尘的排放标准越来越严格,同时对设备的能耗和二次污染也提出了更高的要求。绿色化的排烟通风系统主要体现在三个方面:一是采用高效的净化技术,提高净化效率,减少污染物排放,同时降低设备的能耗;二是采用环保的材料和工艺,减少设备生产和使用过程中的环境污染;三是实现资源的循环利用,例如,对净化后的烟尘进行回收利用,将烟尘中的金属元素回收用于工业生产,减少资源浪费。此外,绿色化的排烟通风系统还需注重节能设计,采用变频风机、节能电机等节能设备,优化管道布局,降低气流阻力,减少能耗,实现经济效益和环境效益的双赢。复合材料管道(如铝箔酚醛板)兼具保温与隔音性能,适用于低温或噪音敏感区域。南京注塑机排烟管道通风管道厂家
密封良好的烧烤通风管道,可防止油烟外泄,保护周边环境不受污染。扬州厨房排烟管道通风管道厂家
定期维护是确保系统长期稳定运行的重心,需根据系统的运行情况和设备说明书,制定详细的维护计划,定期对系统进行维护。维护内容包括风机的润滑、净化设备的清灰和更换滤材、管道的清灰和防腐、排烟罩的清洁等。风机的轴承需定期添加润滑油,减少磨损,延长使用寿命;净化设备的滤材需定期清灰,当滤材阻力超过规定值时,需及时更换,确保净化效率;管道内的积尘需定期清理,防止积尘过多导致管道堵塞,影响排烟通风效果;管道的防腐层需定期检查,发现破损及时修复,防止管道腐蚀穿孔。故障处理是运维的重要环节,当系统出现故障时,需及时排查故障原因,采取有效的处理措施。常见的故障有风机故障、净化设备故障、管道堵塞、排烟效果下降等。扬州厨房排烟管道通风管道厂家

- 扬州餐饮排烟管道通风管道维修 2026-06-14
- 湖州热处理排烟管道通风管道生产 2026-06-14
- 压铸除尘通风管道安装 2026-06-13
- 扬州餐饮排烟管道通风管道销售 2026-06-11
- 盐城通风管道清洗 2026-06-11
- 宁波注塑机排烟管道通风管道厂家 2026-06-11
- 南京喷漆通风管道 2026-06-10
- 宿迁压铸除尘通风管道 2026-06-10