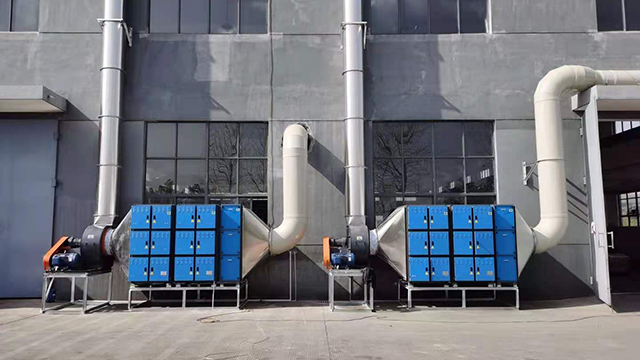
- 品牌
- 德益
- 型号
- DY-005
对于大风量(10000-100000m³/h)、低浓度(50-500mg/m³)的喷涂废气(如整车涂装线、大型家电喷涂车间),直接采用RCO工艺仍存在能耗较高的问题。此时,需采用“吸附浓缩+催化燃烧”的组合工艺,先将低浓度废气浓缩为高浓度废气(浓缩比5-20倍),再进行催化燃烧处理,大幅降低处理成本。目前应用较普遍的组合工艺包括沸石转轮+RCO和活性炭吸附脱附+CO两种。一套完整的喷涂催化燃烧系统由预处理系统、重心反应系统(催化燃烧/蓄热催化燃烧)、热能回收系统、自动化控制系统和安全防护系统五部分组成。各系统的合理设计直接决定了设备的净化效率、运行稳定性和安全性,需结合喷涂废气的特性进行定制化设计。催化燃烧系统需配备温度监控装置,避免催化剂因过热而失活。宜昌催化燃烧维修

催化剂成本高、易中毒挑战:① 贵金属催化剂(Pt、Pd)成本占设备总成本的 30%-50%,中小企业难以承受;② 废气中的硫、氯、重金属等杂质易导致催化剂中毒,寿命缩短(部分场景下只 1-2 年)。解决对策:① 开发低成本非贵金属催化剂:如 Mn-Co-Ce 复合氧化物催化剂,活性接近 Pd 催化剂,成本只为其 1/10,已在印刷、涂装行业小范围应用;② 优化预处理工艺:在预处理单元增加高效脱硫脱氯装置(如采用改性活性炭吸附硫、氯,吸附容量可达 50mg/g 以上),减少杂质进入催化剂床层;③ 催化剂再生技术:建立专业的催化剂再生工厂,通过酸洗、还原等工艺恢复中毒催化剂的活性,再生成本只为新催化剂的 20%-30%,延长使用寿命。连云港喷漆催化燃烧催化燃烧反应温度通常控制在250-400℃,避免产生热力型NOx二次污染。

汽车尾气是城市大气污染的主要来源之一,其中含有一氧化碳(CO)、碳氢化合物(HC)、氮氧化物(NO_x)等多种有害物质。三元催化器是现代汽车尾气净化的重心部件,其内部装有铂、钯、铑等贵金属催化剂。在发动机排气管内的高温环境下,三元催化器能够同时促进CO、HC的氧化反应和NO_x的还原反应,将有害气体转化为二氧化碳、水和氮气,大幅度降低了汽车尾气的污染物排放。随着汽车保有量的不断增加以及对汽车尾气排放标准的日益严格,三元催化器的性能也在不断改进和提升,以满足更高的环保要求。
目前广泛应用的是贵金属催化剂(以Pd、Pt为主)和过渡金属氧化物催化剂(如MnOx、CoOx、CuOx等)。贵金属催化剂活性高、起燃温度低,但成本高、抗中毒能力相对较弱;过渡金属氧化物催化剂成本低、抗毒性好,但起燃温度较高。发展趋势是将两者结合,开发贵金属-过渡金属氧化物复合催化剂,兼顾高性能与经济性。喷涂催化燃烧系统涉及可燃气体处理,安全控制至关重要。先进的系统配备多层次安全防护:浓度监测与报警系统:在催化燃烧入口和关键位置设置VOCs浓度检测仪,浓度异常时及时报警并启动应急程序。通常设置两级报警:一级报警(达到下限的25%)提示注意;二级报警(达到下限的50%)自动切断进气并充入氮气稀释。温度监控与连锁控制:催化剂床层多点测温,防止局部过热烧结失活。设置超温报警和自动降温措施,如喷淋冷却或紧急补冷风。预热器与风机连锁,确保“先通风后加热”的安全启动程序。防爆设计与应急措施:电气设备采用防爆设计;系统关键部位安装泄爆片;设置消防氮气系统,紧急情况下可快速注入惰性气体;配备自动灭火装置。贵金属催化剂(如Pt/Pd)活性高但成本昂贵,非贵金属催化剂(如MnO₂、CeO₂)通过掺杂改性可提升性价比。

催化反应器的设计直接影响处理效率和运行稳定性。喷涂催化燃烧系统多采用固定床反应器,催化剂以蜂窝状规整填料形式堆放。蜂窝状载体(通常为堇青石)具有低压力降、高几何表面积和良好的热稳定性,其表面涂覆的γ-Al₂O₃涂层可大幅增加活性组分分散度。反应器设计需特别注意气流分布均匀性,避免“短路”或死角,确保所有催化剂得到充分利用。催化剂是催化燃烧技术的“心脏”。喷涂催化燃烧催化剂需满足多项严格要求:高低温活性:起燃温度低(比较好低于250℃),在宽温度范围内保持高活性;抗中毒能力强:耐受喷涂废气中可能含有的硫、氯、硅等毒物;热稳定性好:能承受系统启停和工况波动带来的温度冲击;使用寿命长:工业应用条件下寿命应不低于3年。催化燃烧产生的余热可通过热交换器回收,用于涂装车间供暖或预热新风。泰州催化燃烧报价
纳米级催化剂因其高比表面积,可明显提升催化燃烧反应速率。宜昌催化燃烧维修
催化剂失活是影响系统长期运行的主要问题。失活原因包括:高温烧结(长期超温运行)、化学中毒(磷、硫、氯、硅等物质)、物理堵塞(漆雾穿透预处理)和热冲击(急冷急热导致载体破裂)。解决策略包括:加强预处理确保进气洁净;避免超温运行;定期检测催化剂活性,提前规划更换周期;对于贵金属催化剂,部分失活可通过专业再生恢复活性。系统能耗偏高常源于设计不合理或运行参数不优。优化措施包括:合理确定浓缩比,避免过度浓缩导致脱附能耗增加;优化换热器设计,提高热回收效率(可从常规的70%提升至85%以上);根据废气浓度实时调节预热温度,避免“一刀切”的高温设定;采用变频控制风机,适应风量变化。宜昌催化燃烧维修


- 上海喷涂环保设备催化燃烧 2026-06-25
- 无锡催化燃烧喷漆环保设备 2026-06-25
- 南通涂装催化燃烧 2026-06-24
- 咸宁涂装催化燃烧 2026-06-24
- 泰州UV漆催化燃烧 2026-06-24
- 无锡催化燃烧报价 2026-06-24