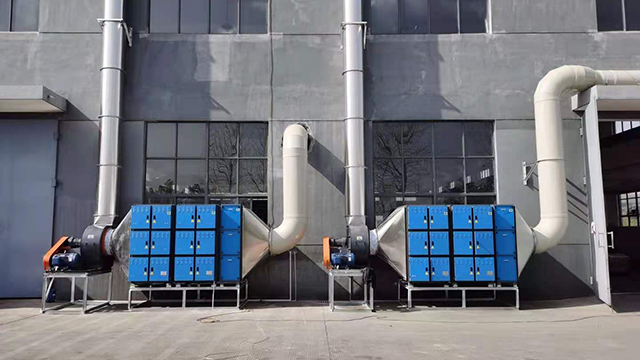
- 品牌
- 德益
- 型号
- DY-006
喷淋管连接时,采用法兰连接或焊接的方式,法兰连接需铺设密封垫,确保密封良好,螺栓拧紧力度一致;焊接需平整、牢固,无焊接缺陷。喷嘴安装时,需将喷嘴固定在喷淋管上,确保喷嘴安装牢固、无松动,喷嘴的方向符合设计要求,喷淋角度均匀,避免喷淋不均匀,影响除尘效果。喷淋泵安装时,需将喷淋泵固定在指定位置,确保安装平整、牢固,喷淋泵的进出口管道连接严密、通畅,无泄漏现象,喷淋泵的接地装置连接牢固、可靠,接地电阻不大于4Ω。安装完成后,需进行调试,启动喷淋泵,检查喷淋泵的运行情况,查看喷淋管及喷嘴的喷淋效果,确保喷淋均匀、通畅,无堵塞、泄漏现象,喷淋压力符合设计要求。根据压铸合金类型调整除尘参数,例如处理锌合金粉尘时需降低喷吹压力,避免滤筒破损。黄石锌合金压铸除尘设备

道连接时,采用法兰连接或焊接的方式,优先采用法兰连接,便于后期维护、拆卸。法兰连接时,需确保法兰面平整、清洁,去除法兰面上的杂物、油污,铺设密封垫,密封垫的型号、规格需符合设计要求,铺设均匀、严密,避免密封垫偏移、破损,螺栓拧紧力度一致,采用对角线拧紧的方式,确保法兰连接牢固、密封良好。焊接连接时,需符合焊接规范要求,焊缝需平整、牢固,无夹渣、气孔、裂纹等焊接缺陷,焊接完成后需进行焊缝探伤检测,合格后方可继续连接,焊接接口需进行防腐、防锈处理,避免管道锈蚀。黄石锌合金压铸除尘设备安装前需检查设备基础强度,确保混凝土基础承载力≥设备总重量的1.5倍,避免运行中振动导致沉降。

调整完成后,将本体底座与预埋地脚螺栓连接牢固,拧紧地脚螺栓,采用双螺母锁紧,防止螺栓松动,同时在底座与基础之间铺设密封垫,确保密封良好。对于分段制作、现场拼接的静电除尘器本体,拼接过程中需采用焊接方式,焊接需符合焊接规范要求,焊缝需平整、牢固,无夹渣、气孔、裂纹等焊接缺陷,焊接完成后需进行焊缝探伤检测及气密性试验,确**体无泄漏。本体安装完成后,需清理本体内部的杂物、浮尘,检查本体内部的阳极板安装支架、阴极线安装支架、气流分布板安装支架等部件的安装位置、平整度,确保支架安装牢固、位置准确,为后续部件安装做好准备。
湿式除尘器本体多为密闭式结构,安装前需核对基础的尺寸、标高、平整度,以及预埋地脚螺栓的位置、标高、垂直度,确保符合设计要求。将本体吊装至基础上,调整本体的水平度及垂直度,采用水平仪、经纬仪进行检测,水平度偏差不大于1/1000,垂直度偏差不大于1/1000,确**体安装平整、牢固,无松动、偏移。调整完成后,将本体底座与预埋地脚螺栓连接牢固,拧紧地脚螺栓,采用双螺母锁紧,防止螺栓松动,同时在底座与基础之间铺设密封垫,确保密封良好,避免漏水、漏气。需测试排风量是否达到设计值(可通过风速仪测量管道内风速计算),确保粉尘捕集效率≥99%。

除尘设备系统连接完成后,需进行调试运行,调试运行分为空载调试、负载调试两个阶段,调试过程中需严格按照调试流程操作,密切关注设备的运行状态,排查安装及设备本身的问题,确保设备达到设计除尘效率及运行稳定性。空载调试是指设备不带粉尘、不进行除尘作业的情况下进行的调试,主要用于检验设备各部件的运行状态、安装质量,排查设备的机械故障、电气故障,确保设备各部件运行正常。空载调试前,需再次检查设备各部件的安装情况,核对管道连接、电气连接是否正确、牢固、密封良好,清理设备内部的杂物、积尘、积水,确保设备内部通畅,检查电气控制柜的参数设置,确保参数符合设计要求。湿式除尘器通过水幕捕集高温铝烟尘,同时实现降温和抑爆,适用于熔炼炉出口粉尘治理。蚌埠锌合金压铸除尘设备
脉冲喷吹清灰系统需调整喷吹压力(0.4-0.6MPa)和喷吹间隔(30-60秒),确保滤筒表面粉尘彻底脱落。黄石锌合金压铸除尘设备
对于安装所需的辅助材料(如管道、阀门、法兰、螺栓、密封材料、防腐材料、保温材料等),需严格按照设计要求采购,选择质量合格、符合标准的材料,检查材料的出厂合格证、检验报告,核对材料的型号、规格、数量,检查材料的外观质量,避免使用不合格材料。例如,管道材料需根据输送介质的性质、压力、温度选择合适的材质,密封材料需具备良好的密封性、耐腐蚀性及耐高温性,防腐材料需符合环保要求,且具有良好的附着力及耐磨损性。黄石锌合金压铸除尘设备


- 嘉兴除尘设备除烟设备 2026-07-13
- 黄冈除尘设备喷淋塔 2026-07-13
- 黄冈锻造除尘设备 2026-07-13
- 铜陵除尘设备布袋除尘 2026-07-13
- 金华锌合金压铸除尘设备 2026-07-12
- 江苏除尘设备布袋除尘 2026-07-12
- 咸宁锻造除尘设备 2026-07-12
- 十堰除尘设备 2026-07-11