实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。钢筋桁架楼承板模板化,力学机能与传统现浇楼板基本相同,抗裂性能好。江苏物联网技术的全自动钢筋桁架焊接生产线厂家直销
钢筋桁架板,诞生于2007年左右,据说是新进德国的工艺,当时耗资巨大,也想替代楼承板或者争夺楼承板市场吧。这种材料和楼承板的作用类似,也是用于楼面使用。不同的是,钢筋桁架板可以用在混凝土项目上,而楼承板用在混凝土项目上不多。钢筋桁架板是用钢筋和镀锌板两个焊接而成,其中,镀锌板选用~,相近于平板;而钢筋桁架由大量的钢筋通过焊接而成,主要起支撑受力作用。刚开始推广时,业内人不是特别敢用,因为是新产品,由于承担受力,大家还是比较小心,直到2010年设计规范出来,大家陆续的开始应用。钢筋桁架楼承板这个产品,不单单是对竞争性产品的敏感,同时也是对新产品新技术的关注。后来,发现了钢筋桁架板的优缺点及适用范围。关于适用范围,厂家在宣传上强调,不管钢结构还是混凝土结构都适用的说法。首先,钢筋桁架由于钢筋用量大,所以它承受的无支撑跨距大,所以对于跨距在,选用钢筋桁架板比楼承板有利的,因为它可以做很大的无支撑跨距。楼承板的适合跨距是在,性价比较高,超过对比钢筋桁架板贵,而且施工也麻烦(相对而言)。再次,由于钢筋比较多,可以承受很大的后期承载,所以对于后期承载力在,钢筋桁架板更加合适(楼承板则还要大量配筋)。还有。河北如何定制全自动钢筋桁架焊接生产线节省多少人工为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用栓钉机进行施工。

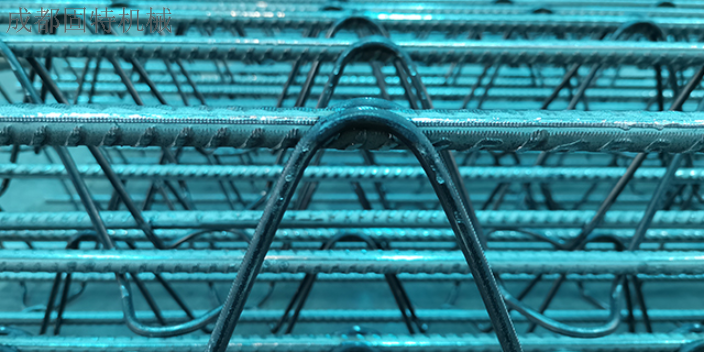
钢筋桁架板,大家可能一头雾水,这是什么鬼呢?其实,就算土木行业的人,如果不是搞钢结构的,也不是很清楚的。钢筋桁架板,诞生于2007年左右,据说是新进德国的工艺,当时耗资巨大,也想替代楼承板或者争夺楼承板市场吧。这种材料和楼承板的作用类似,也是用于楼面使用。不同的是,钢筋桁架板可以用在混凝土项目上,压型钢板用在混凝土项目上不多。钢筋桁架板是用钢筋和镀锌板两个焊接而成,其中,镀锌板选用~,相近于平板;而钢筋桁架由大量的钢筋通过焊接而成,主要起支撑受力作用。大家可以看一下图片:刚开始推广时,业内人不是特别敢用,因为是新产品,由于承担受力,大家还是比较小心,直到2010年设计规范出来,大家陆续的开始应用。很早就开始研究这个产品,不单单是对竞争性产品的敏感,同时也是对新产品新技术的关注。后来,发现了钢筋桁架板的优缺点及适用范围。具体如下:关于适用范围,厂家在宣传上强调,不管钢结构还是混凝土结构都适用的说法不一。钢筋桁架由于钢筋用量大,所以它承受的无支撑跨距大,所以对于跨距在,选用钢筋桁架板比楼承板有利的,因为它可以做很大的无支撑跨距。楼承板的*适合跨距是在,性价比较高,超过,而且施工也麻烦(相对而言)。
全自动桁架机械手的优缺点1、采用**度结构钢,整体强度高,不易振动摇晃。直线导轨和齿轮齿条运动机构,承载能力极强,刚性较好。2、安装调整要求低,相比于繁杂的关节机器人,结构设计便于人员理解、操作简单、维护方便。3、便于维护,导轨如果有损伤,螺栓连接方式,更换方便。4、可配置为全闭环系统,即会实时检测机械手控制系统发出指令和实际位置是否一致(如非全闭环、齿轮损坏等实际不移动不准确,而控制系统无法感知),Z轴检测到往下掉时可机械锁止,防止发生安全事故。5、性价比高,相对于同等负重的关节机器人,桁架机械手的造价成本更低。6、全自动桁架机械手一般架在设备上方,不占用地面空间,更利于车间规划和作业的便利性。二、全自动桁架机械手缺点桁架机械手的高度和长度,以及机械手臂的活动行程一般根据现场工作范围量身定制,通用性较差。设临时支撑时,在混凝土结硬前,钢筋桁架的强度和刚度、模板自重、混凝土重量及施工荷载全由钢筋桁架承受。

模板自重、混凝土重量及施工荷载全部由钢筋桁架承受,混凝土凝固在钢筋桁架楼承板变形下进行,楼板自重不会使板底混凝土产生拉力。2、楼板的承载力在使用阶段,钢筋桁架上下弦钢筋与混凝土共同工作,此楼板与钢筋混凝土叠合式楼板具有相同的受力性能,虽然受拉钢筋应力超前,但其承载力与普通钢筋混凝土楼板相同。三、钢筋桁架楼承板的设计要点混凝土从浇筑到达到设计强度的过程中,楼板受力明显不同,故应进行使用及施工两阶段的计算。1、使用阶段包括楼板的正截面承载力计算、楼板下部钢筋应力控制验算、支座裂缝控制验算以及挠度验算等。楼板正截面承载力按GB50010-2002《混凝土结构设计规范》及JGJ95-2003《冷轧带肋钢筋混凝土结构技术规程》的有关规定进行计算。2、施工阶段采用桁架模型,包括上下弦杆强度验算、受压弦杆和腹杆稳定性验算以及桁架挠度验算等。⑴当施工阶段设有可靠的临时支撑时,设计时不需进行施工阶段验算。⑵当施工阶段不设临时支撑时,钢筋桁架楼承板中桁架杆件内力及模板挠度采用桁架模型计算。此阶段荷载包括钢筋桁架楼承板自重、湿混凝土重量以及施工荷载。施工荷载采用均布荷载㎡和跨中集中荷载沿板宽为,不考虑二者同时作用。腹杆采用成盘供应的冷轧光圆钢筋550级或650级;福建本地全自动钢筋桁架焊接生产线有哪些
构件在施工阶段可作为钢梁的侧向支撑使用。江苏物联网技术的全自动钢筋桁架焊接生产线厂家直销
GB50010--2002)及《冷轧带肋钢筋混凝土结构技术规定》(JGJ95--2003)有关规定。另外,由于在施工阶段先以截面高度小的钢筋桁架承担该阶段的全部荷载,使得受拉钢筋中的应力比假定楼板全截面承担同样荷载时大。出现“受拉钢筋应力超前”现象。当楼板混凝土到达强度后,在使用阶段荷载作用下,钢筋桁架混凝土楼板与同样的截面普通楼板相比,钢筋拉应力及曲率偏大,并有可能使受拉钢筋在弯矩标准值作用下过早达到屈服。这种情况在设计中应予以防止,所以应控制楼板下部钢筋应力,楼板下部钢筋的拉应力应符合下列规定:为楼板下部钢筋的拉应力;为钢筋抗拉强度设计值。为楼板自重标准作用下钢筋桁架下弦的拉应力;为在除楼板自重以外的yong久荷载及楼面活荷载标准值作用下,楼板下部钢筋的拉应力。2)施工阶段钢筋桁架模板中桁架杆件的内力以及模板的挠度,采用桁架模型计算。承载能力极限状态按荷载效应基本组合。挠度采用荷载的标准效应组合计算。上下弦杆强度应按下式计算:N为杆件轴心拉力或压力。受压弦杆及腹杆稳定性应按下式计算:为轴心受压构件的稳定系数,按现行国家标准《钢结构设计规范》(GB50017--2003)附录C采用,其中受压弦杆的计算长度取。江苏物联网技术的全自动钢筋桁架焊接生产线厂家直销