- 品牌
- 优特卡
- 型号
- 可定制
- 类型
- 可调自定心卡盘
- 通用特性
- 高精度,气动
- 动力类型
- 气动,机械传动
- 适用机床
- 车床,铣床,钻床,镗床,加工中心,切管设备
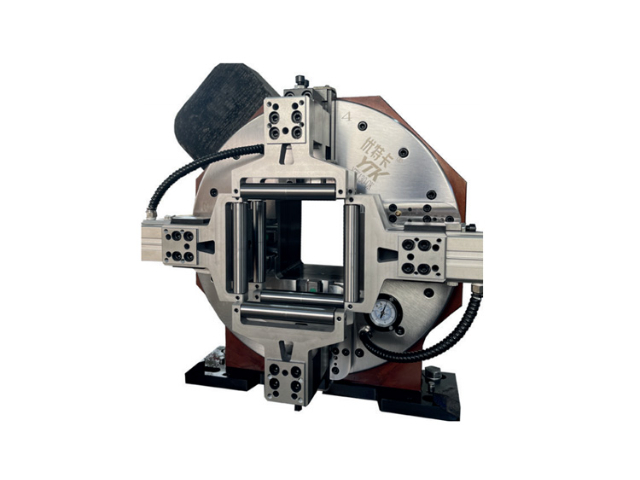
激光卡盘是专为激光切管设备而配套,产品自身可作为旋转主轴,通过侧面旋转进气实现快速夹紧与松开动作,断开气源,方可工作。产品底座固定好后只需要加装配套的电机与齿轮连接,同时接上压缩气源(0.4-0.9Mpa)即可实现夹紧工件、带动工件旋转。主要用于夹紧工件、旋转。该产品采用气缸直接输出,机械效率较高,能量损失小,输出夹紧力大,夹持力稳定。由于采用气缸直接夹紧工件,气缸工作行程就是卡盘工作行程,夹持范围广。采用气缸直接输出,输出力与气压为线性比例,容易实现软件控制。卡盘结构简单,元器件数量少,重量轻,故障率低,性能稳定,转动惯量小,低能耗。卡盘轴向尺寸小,实现零尾料的成本更低。全行程激光卡盘可以旋转切割圆管、方管、椭圆管等。公司研发的卡盘及夹具适用于航空航天、纺织机械、医疗器械、健身器材、汽摩配件、激光切割、石油化工机械、农业机械、其他民用机械等领域。对于小批量、多品种的工件加工,万能卡盘无需频繁更换夹具,节省准备时间。山东激光气动卡盘批发

切割效率-双卡盘:结构简单,卡盘装夹和调整时间短,切割短管材或批量简单管材时,效率高。-三卡盘:装夹调整复杂,耗时较长,但切割长或易变形管材时,因减少校正次数,综合效率不一定低。设备成本-双卡盘:结构简单,零部件少,控制系统不复杂,设备采购、维护成本低,适合预算有限、加工精度要求不高企业。-三卡盘:结构复杂,对卡盘制造和控制系统要求高,采购成本高。维护需专业技术人员,维护成本也高,适用于对管材加工质量要求高的企业。山东万能卡盘批发激光卡盘与激光切割设备默契配合,为高精密加工提供稳定的工件固定支撑。

气动卡盘在电机端盖的批量加工中表现突出,电机端盖需要加工轴承室、止口等部位,气动卡盘能快速实现端盖的装夹,保证端盖的中心与机床主轴同心。卡爪的均匀分布使端盖受力平衡,避免加工时出现变形,确保轴承室的尺寸精度。对于不同型号的电机端盖,只需更换对应的卡爪,就能快速调整装夹方式,换产方便。气动卡盘的操作简单,通过脚踏阀就能控制卡爪的开合,解放了工人的双手,提高了操作安全性,为电机端盖的批量生产提供保障。
气动卡盘为五金件的批量车削加工带来便利,如螺母、螺栓等标准件的加工,它能实现工件的快速装夹,单工件装夹时间比传统卡盘缩短一半以上。通过调整气源压力,可精确控制夹持力度,防止薄壁五金件在加工时产生变形。卡盘的防油污设计便于车间的日常清洁,即使在切削液较多的环境中也能保持良好性能。对于不同规格的五金件,只需更换相应的卡爪,就能快速适应加工需求,换产时间短,适合多品种、中小批量的五金件生产,提高企业的市场响应速度。激光卡盘具备自动补偿功能,可根据工件细微变形实时调整夹持力度。
激光切割机卡盘打表方法详解一、准备工作在进行激光切割机卡盘打表之前,需要准备以下工具:1.直尺和量角器2.卡盘3.曲尺和卡尺4.感应式辅助调平仪二、操作步骤1.检查卡盘首先需要检查卡盘是否干净、无损坏、无杂质等问题。如果发现问题,需要及时更换或维修卡盘。2.调整卡盘将卡盘装在激光切割机上,使用感应式辅助调平仪调整卡盘水平。调整过程中,需要注意避免卡盘转动。3.打表使用直尺和量角器测量卡盘的中心点和切割头的位置,确定切割头与卡盘的距离。然后使用曲尺和卡尺测量切割头和卡盘的距离,计算出切割头和卡盘之间的距离。4.调整切割头根据测量结果,调整切割头的位置,使其与卡盘平行,并保证切割头和卡盘之间的距离正确。5.测试完成以上步骤后,可以进行测试,检查切割头和卡盘之间的距离是否正确,如果有问题,需要重新调整。针对不规则形状的工件,万能卡盘可通过更换卡爪,实现可靠夹持与加工。浙江激光气动卡盘哪家好
万能卡盘的安装无需复杂调试,固定在机床主轴上即可用于基础加工。山东激光气动卡盘批发
气动卡盘在汽车零部件的批量生产中应用非常多,如制动盘的加工,它能通过气压驱动卡爪快速实现制动盘的装夹与松开,单循环操作时间短,大幅提升了生产线的节拍。卡爪的耐磨材质能承受频繁的夹持动作,延长使用寿命。对于不同厚度的制动盘,只需调整气压参数就能改变夹持力度,确保夹持稳固的同时不会造成工件变形。其与自动化生产线的适配性强,可通过PLC控制系统实现与机床的联动,实现无人化生产,为汽车零部件企业提高产能提供有力支持。山东激光气动卡盘批发
- 安徽激光切管卡盘 2026-06-26
- 河北中空卡盘排名 2026-06-26
- 福建前置式气动卡盘定制 2026-06-26
- 常州卡盘批发 2026-06-26
- 广东激光卡盘 2026-06-26
- 安徽激光气动卡盘排名 2026-06-26

