- 品牌
- 成都欧光光学科技有限公司
- 型号
- 型号齐全
- 类型
- 光学显微镜
- 规格
- 电话详聊
工业制造领域是鲍威尔棱镜应用 的领域,成都欧光针对该领域特点优化产品设计,助力企业提升生产效率与产品质量。在激光划线场景,鲍威尔棱镜可用于金属、玻璃、PCB板等各类材质划线,光斑均匀锐利,划线精度达0.01mm以内,适配高功率设备,长时间工作稳定性强,尤其适合锂电池极片切割、玻璃划片等工艺。在工业检测领域,其搭配机器视觉系统形成的均匀激光线,可精细检测产品尺寸与表面缺陷,替代人工检测,降低误差,成都欧光可根据检测设备参数定制适配产品,提供完善技术支持。鲍威尔棱镜由欧光光学精心制作,直线均匀性突出。西安激光划线鲍威尔棱镜
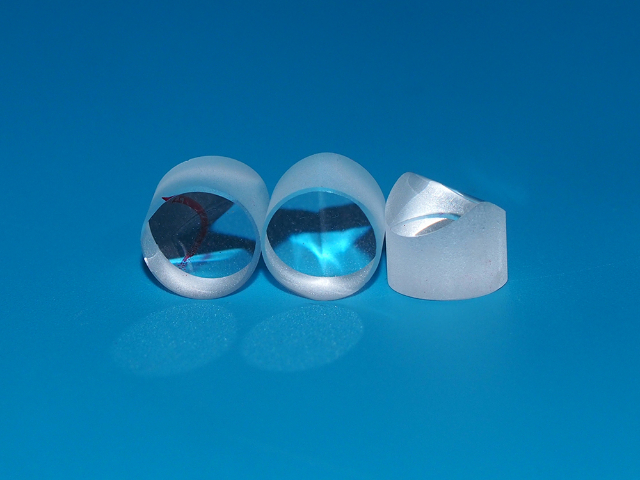
鲍威尔棱镜作为激光光束整形的元件,其独特价值源于非对称非球面设计的精妙构思。与传统柱面镜通过简单柱面折射形成高斯分布线光斑不同,成都欧光光学的鲍威尔棱镜采用复杂渐变曲面结构,通过控制光束偏折角度实现能量重分配 —— 中心区域光线偏折角度小,边缘区域偏折角度递增,完美补偿高斯光束中心亮、边缘暗的固有缺陷。这种设计使激光束经过棱镜后,能形成光强均匀度超 90% 的平顶线光斑,边缘陡度低于 5%,解决了工业应用中光斑能量不均导致的加工误差问题。依托公司完整的质量管理体系,该鲍威尔棱镜在角度公差控制上达到 < 3 角分的高精度标准,为后续应用场景提供了稳定的光学基础。深圳60 光学级度发散角鲍威尔棱镜批发供应成都欧光光学的鲍威尔棱镜,直线性表现十分出色。

材质选型是决定鲍威尔棱镜光学性能、适用场景及使用寿命的 前提,成都欧光光学科技有限公司结合不同行业的应用需求,为鲍威尔棱镜搭配了多元化的质量光学材质,兼顾性能与性价比,实现精细适配。鲍威尔棱镜常用的材质主要分为光学玻璃与石英玻璃两大类,其中光学玻璃(如H-K9L、K9)凭借良好的透光性、优异的加工性能和较高的性价比,成为常规可见光波段(400nm-700nm)鲍威尔棱镜的优先材质,其透光率可达85%以上,表面光洁度可达到60/40 scratch-dig标准,适合激光水平仪、普通工业划线等中高精度场景使用,成都欧光可根据客户需求,对K9材质鲍威尔棱镜进行精细化研磨加工,确保角度公差控制在±3″以内,面形精度达到λ/2@633nm。石英玻璃材质则具备耐高温、耐磨损、抗腐蚀的特性,透光范围覆盖紫外至红外波段,透光率可达90%以上,能够适配高功率激光设备和恶劣工作环境,适合半导体加工、紫外激光划线、医疗设备等 精密场景,成都欧光可提供石英材质鲍威尔棱镜的定制加工,严格控制材质纯度,避免杂质影响激光传输效率,同时搭配 增透膜,将表面平均反射率控制在1%以下,进一步提升光学性能。
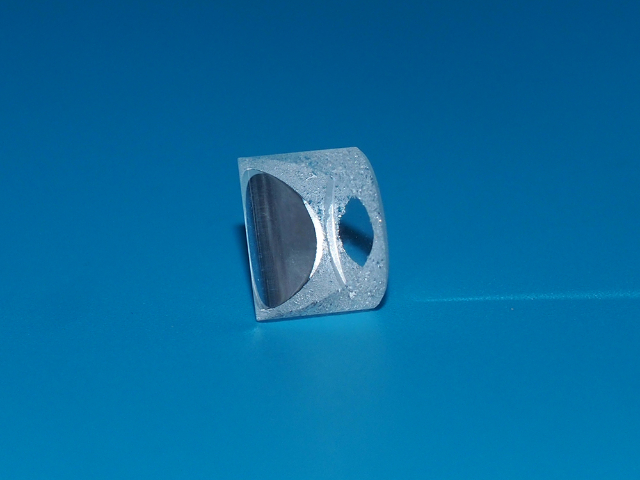
鲍威尔棱镜的精密制造工艺涵盖超精密研磨、磁流变抛光及离子束修型三重 环节。以φ15mm标准件为例,粗磨后表面粗糙度需达Ra<50nm,再经磁流变抛光将面形误差收敛至λ/20(632.8nm), 通过离子束溅射微调曲面轮廓至设计值。成都欧光光学科技有限公司引入五轴联动 CNC 光学加工中心,配合在位检测系统实时反馈修正,使鲍威尔棱镜棱线直线度稳定在2μm以内。镀膜环节采用真空离子镀技术,在鲍威尔棱镜表面沉积12层Ta₂O₅/SiO₂交替膜系,实现400-1600nm宽带增透(平均R<0.18%)。每片鲍威尔棱镜出厂前需通过三重验证:ZYGO干涉仪检测面形、CCD光强分布测试仪量化均匀性(要求非均匀性<12%)、高低温循环箱验证环境适应性(-40℃~+85℃)。在激光雷达校准案例中,成都欧光定制的60°发散角鲍威尔棱镜经1000次热冲击测试后,角度漂移<0.15°,充分证明工艺可靠性。鲍威尔棱镜的制造精度直接关联终端系统性能,而成都欧光通过“设计-加工-检测”闭环体系,将鲍威尔棱镜的工艺良品率提升至95%以上,为工业级应用提供坚实保障。
鲍威尔棱镜的加工工艺复杂度极高,其非球面曲面的加工精度直接决定了激光线光斑的均匀度和直线性,成都欧光光学科技有限公司凭借多年的光学元件加工经验,掌握了鲍威尔棱镜全流程高精度加工技术,打破了传统加工模式的局限,实现了从毛坯加工到成品检测的全闭环管控。鲍威尔棱镜的加工流程主要包括毛坯切割、粗磨、精磨、抛光、角度校准、镀膜、成品检测七大 环节,每个环节都有严格的精度标准和管控措施。在非球面曲面加工环节,成都欧光采用高精度研磨抛光设备,搭配专业的加工刀具和工艺参数,通过自动化控制系统精细控制加工力度和速度,避免出现表面划痕、崩边等缺陷,确保曲面轮廓与设计参数的偏差控制在微米级,表面光洁度可达到40-20 scratch-dig的 标准,远超行业常规水平。在角度校准环节,采用高精度角度测量仪,对鲍威尔棱镜的顶角、棱边平行度进行精细校准,角度公差可控制在±3″以内,确保激光入射后能够实现精细折射,形成均匀的线光斑。成都欧光光学的鲍威尔棱镜,是可靠的光学元件。长春60 光学级度发散角鲍威尔棱镜性能参数
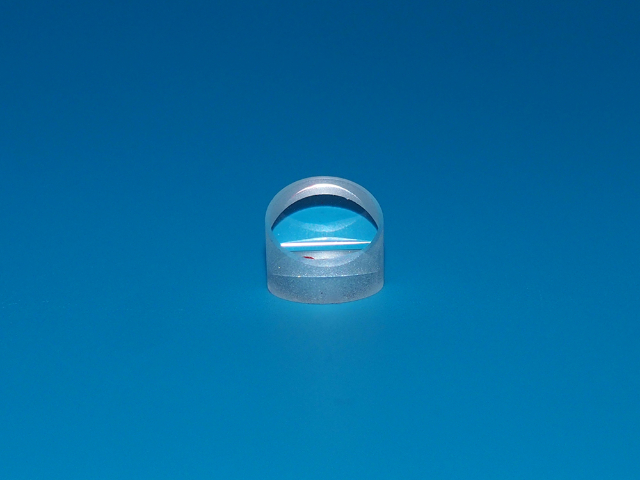
高精度鲍威尔棱镜,欧光光学凭借经验高效生产。西安激光划线鲍威尔棱镜
鲍威尔棱镜加工工艺复杂度极高,非球面曲面精度直接决定光斑质量,成都欧光掌握全流程高精度加工技术,实现从毛坯到成品的全闭环管控。加工流程涵盖毛坯切割、粗磨、精磨、抛光、角度校准、镀膜、成品检测七大环节,每一步均有严格标准。非球面曲面加工采用高精度设备,自动化控制加工参数,曲面轮廓偏差控制在微米级,表面光洁度达40-20 scratch-dig 标准。角度校准采用高精度仪器,顶角及棱边平行度公差±3″以内,搭配在线测试装置实时检测参数,确保每一件产品均符合客户精细需求。西安激光划线鲍威尔棱镜
成都欧光光学科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在四川省等地区的仪器仪表中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,成都欧光光学科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!


- 20 度发散角鲍威尔棱镜机器视觉专门用的 2026-07-09
- 陕西高均匀性鲍威尔棱镜厂家推荐 2026-07-09
- 陕西激光模组鲍威尔棱镜定制 2026-07-09
- 激光模组鲍威尔棱镜非球面加工 2026-07-04
- 西安高精度鲍威尔棱镜批发供应 2026-07-03
- 广东鲍威尔棱镜非球面加工 2026-07-02
- 绿光激光鲍威尔棱镜性能参数 2026-07-02
- 长春高均匀性鲍威尔棱镜规格参数 2026-07-02