- 品牌
- 伊比精密科技有限公司
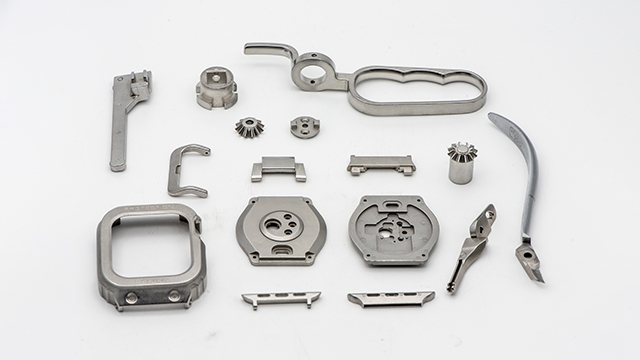
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
模具工程是MIM工艺的起始点,伊比精密通过引入高精度的数控加工设备与放电成型技术,将模具型腔的公差控制在微米量级。针对大批量订单,通过设计一出多(Multi-cavity)的模具结构,提升了单位时间内的产出效率。这种模具设计的技术逻辑在于平衡各型腔间的注塑压力,确保每一个零件在射出状态下的密度分布趋于一致。在生产制程中,伊比精密应用了先进的流道分析软件,对金属喂料在模腔内的流动行为进行定量模拟。这种方法能够预判结合线、气孔等潜在缺陷的位置,并在模具制造阶段进行优化调整。通过采用耐磨性优异的模具材料,确保了模具在数十万次冲次后依然维持稳定的物理基准,为实现复杂异形件的精密复刻提供了坚实的技术前提。这种制造手段适用于生产批量较大且一致性要求较高的结构件!钛金属注射成型工艺流程

在金属注射成型领域,深度参与其中的企业普遍认识到,技术竞争力建立在对全流程工艺的深刻理解与长期沉淀之上。以伊比精密等行业内具有一定规模的企业为例,其技术体系往往高度关注材料、模具与烧结三大环节的协同。在材料端,其研发方向侧重于匹配特定应用场景(如消费电子、医疗器械)的喂料配方,以实现材料性能与成本、工艺性的平衡。在模具环节,通过引入模流分析等数字化工具进行前瞻性设计,是减少试错、提升复杂结构零件成型精度的常见做法。而在决定产品性能的脱脂与烧结阶段,精细化的炉温曲线控制与气氛管理,则是保障产品尺寸稳定性与力学性能均匀性的关键。这些技术的深耕,构成了企业参与市场竞争的基础能力。 揭阳金属注射成型表面效果粘结剂的选择会直接影响到零件在脱脂阶段的变形控制效果。

MIM不锈钢零件的附加值提升,往往依赖于多元化的表面处理工艺。由于零件致密度高且组织均匀,316L等材料能够适、化学钝化及电解抛光。例如,PVD涂层可以在不锈钢表面形成一层几微米厚的硬质薄膜,不*丰富了视觉表现,还提升了表层的耐刮擦系数,延长了产品的使用周期。在运营端核算成本时,表面处理的良率是影响利润的重要变量。MIM零件的烧结表面状态(如无流痕、无麻点)直接决定了抛光工序的时长和耗材成本。通过在射出成型阶段优化浇口位置和排气设计,可以从源头上提升零件的原始表面质量。这种贯穿全流程的质量预判和控制策略,体现了运营人员对产业链上下游的技术掌控力,是实现岗位晋升的关键要素。
伊比精密的技术实践表明,行业内的一种发展趋势是从提供单一成型服务,向提供涵盖设计支持、材料选择、生产制造及后处理的全流程解决方案延伸。这意味着企业的技术储备需向前延伸至产品设计阶段,参与前期的可制造性评估;向后则需覆盖诸如热处理、表面精饰(如喷砂、钝化、PVD涂层)等增值工艺环节。这种整合旨在更深入地响应客户对零件功能与可靠性的要求,通过技术服务的纵向延伸来提升合作价值。它要求企业不*具备成型技术,还需拥有跨工艺的协同开发能力。在深海装备领域,伊比精密科技制造钛合金耐压壳体,承受水深6000米压力,安全系数达2.0。

在汽车精密零件领域,伊比精密严格执行IATF16949质量管理体系,为燃油系统、传动系统及各类传感器提供精密组件。汽车行业对零件的故障率要求通常以PPM(百万分之几)进行衡量,这要求制造过程具备极高的受控程度。通过在注塑和烧结环节建立全数的数据监测系统,可以确保每一批次零件的抗拉强度和金相组织均符合车规级标准。伊比精密在生产涡轮增压器叶片、燃油喷嘴和传感器外壳时,利用MIM工艺的一体化成型能力取代了复杂的多步机加工。这不*减少了零件的累计公差,还提升了系统在极端高温、高压环境下的运行稳定性。这种基于体系化管理的交付能力,使其在汽车精密制造供应链中占据了确定的市场位置,展现了精密注射成型在复杂结构件中的技术价值。
伊比精密科技创新金属/塑料复合注射技术,为汽车制造兼具强度与绝缘性的集成化部件。北京金属注射成型优势
该方案在制造硬度较高的合金零件时,展现出较强的工艺性;钛金属注射成型工艺流程
折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标准。钛金属注射成型工艺流程
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

医疗器械中的很多零件不但尺寸较小,而且结构精细,对材料性能和加工一致性都有较高要求。例如外科器械、牙科器械、微创手术器械、内窥镜配件以及部分植入器械配件,都可能涉及复杂金属零件制造。MIM工艺能够制造一些传统加工方式效率较低的复杂结构,同时材料选择也比较丰富,可根据不同用途选择相应的不锈钢或其他金属材料。当然,具体应用还需要符合行业标准和相关法规要求。伊比精密在医疗相关项目评估时,会结合产品图纸、尺寸要求以及材料特点,对制造工艺进行分析,帮助客户提高产品开发效率。伊比分享MIM材料选型的基本思路。附近金属注射成型流程随着机器人产业的发展,越来越多精密机构开始朝着小型化、轻量化方向设计。机器人内...
- 盐城锁具金属注射成型 2026-07-23
- 精密金属注射成型生产厂家 2026-07-23
- 深圳金属注射成型厂家 2026-07-23
- 杭州金属注射成型流程 2026-07-23
- 云浮智能眼镜金属注射成型 2026-07-23
- 梅州金属注射成型工艺 2026-07-23
- 汕头精密金属注射成型 2026-07-23
- 医疗金属注射成型结构件 2026-07-23
- 智能家具金属注射成型市场价格 2026-07-23
- 珠海金属注射成型代加工 2026-07-23


- 汕尾金属注射成型质量 2026-07-22
- 北京医疗金属注射成型 2026-07-22
- 扬州mim金属注射成型 2026-07-22
- 304金属注射成型质量 2026-07-22
- 淮安mim金属注射成型 2026-07-22
- 铁金属注射成型强度 2026-07-22




- 云浮智能眼镜金属注射成型 07-23
- 梅州金属注射成型工艺 07-23
- 汕头精密金属注射成型 07-23
- 医疗金属注射成型结构件 07-23
- 智能家具金属注射成型市场价格 07-23
- 珠海金属注射成型代加工 07-23
- 江门3C金属注射成型 07-22
- 结构件金属注射成型结构件 07-22
- 茂名表壳金属注射成型 07-22
- 肇庆附近金属注射成型 07-22