- 产地
- 上海
- 品牌
- 西门子
- 型号
- 6FC5210-0DF31-2AA0
- 是否定制
- 否
在原型机器就绪前,调试工作可以通过数字化双胞胎开始。这不仅节省了大量的时间,而且还可以从虚拟调试中获得重要的实际进展,因为这些调试结果随后可以快速回流反馈到机械设计中。因此明显减少对昂贵、真实的原型机器投资。并且从培训和展示的视角,可以利用数字化双胞胎观测具体机床的演示,特别是特殊设计或者提供许多不同版本的机床,机床的数字化双胞胎可以明显的帮助工程师和用户。同时基于数字化双胞胎对机器进行虚拟调试,也是将机器制造商的财务风险降至比较低的理想解决方案。制造商即能满足交货日期的压力,也可以降低生产设备的风险。西门子840D PCU50系统有什么特点?上海枫逸告诉您。重庆西门子840D PCU50系统报价

安装PCU50的HMI界面——相关设置 在安装完HMI后,还要进行报警文本路径和U盘路径的修改。 重新启动PCU50系统,机床进入操作区域界面后,点击启动选项并进入,点MMC选项并进入下一界面,点击编辑器选项并进入下一界面,找到mmc2文件并进入该文件,在该文件夹内即可进行报警文本路径和U盘路径的修改。 U盘路径修改:找到文件并进入,点屏幕右侧的 搜索进入 键,再点屏幕右侧的 搜索 键,在弹出的搜索条中输入flo,按input键,找到该位置后,将floppy disk:后的字母改成G,然后点保存文件,这样U盘路径的修改就完成了。点关闭编辑器返回上一界面。 报警文本路径修改:找到文件并进入,搜索userplc,找到该位置后,将USER PLC后面的内容(深蓝色框条内)f:\dh\mb.Dir\myplc复制下来(复制方法:先标记,再复制),按面板上↓键向下查找(大概10行左右),找到的位置,将刚才复制的内容粘贴到UserPLC=后面,然后点保存文件,这样报警文本路径的修改就完成了。 至此,HMI的重新安装就完成了。北京西门子840D PCU50系统诚信企业推荐西门子840D PCU50系统的优势。欢迎来电咨询上海枫逸!
是通过授权文件与电脑网卡进行绑定。。基本的配置是需要一个NCU,CF卡,系统软件,上位机(TCU/PCU/IPC…),MCP等,如果用在机床上则需要根据实际需要搭配驱动和电机等其他部件。总之,840Dsl配置时非常灵活的。TCU是属于NCU客户端,里面没有软件。虚拟机床是按照实际机床1:1建模而形成的,所有的调试工作都是基于虚拟机床进行,调试完毕后,将所有的数据移植到实际机床中。SINUTRAIN只能进行NC参数调试、加工程序测试、学习使用,但是不能对PLC进行调试和学习同时不需要机床模型。
SINUMERIK840D/810D或SINUMERIKFM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可。·自动:840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件。 西门子840D PCU50系统厂家直供优势。欢迎来电咨询上海枫逸!

SINUMERIK840C系统一直雄居世界数控系统水平,内装功能强大的PLC135WB2,可以控制SIMODRIVE611A/D模拟式或数字式交流驱动系统,适合于高复杂度的数控机床。虽然已经推出很多年,但依然表现良好,深受用户欢迎。我们的应用主要是在复杂的数控镗铣床、加工中心、龙门加工中心、五面体加工中心、高级磨床。SIMODRIVE交流驱动系统采用了统一的伺服控制技术,进给伺服电机扭矩从。适应不同的驱动系统解决方案。SIMODRIVE611A:模拟式伺服,配合1FT5系列进给驱动电机(600V)和1PH7主轴电机,可控制主轴,进给轴,及普通异步电机。SIMODRIVE611D:数字式伺服,配合1FT6/1FK6系列进给驱动电机和1PH7主轴电机,可控制主轴,进给轴等。只能配合810D、840D、840C数控系统。SIMODRIVE611U:可接收模拟信号或数字信号(Profibus),可以进行位置控制,速度控制及转矩控制。配合1FT6,1FK6和1PH7电机。是理想的驱动系统解决方案之一。 上海枫逸西门子840D PCU50系统的特点。欢迎来电咨询上海枫逸!北京西门子840D PCU50系统诚信企业推荐
西门子840D PCU50系统的厂家哪个好?上海枫逸告诉您。重庆西门子840D PCU50系统报价
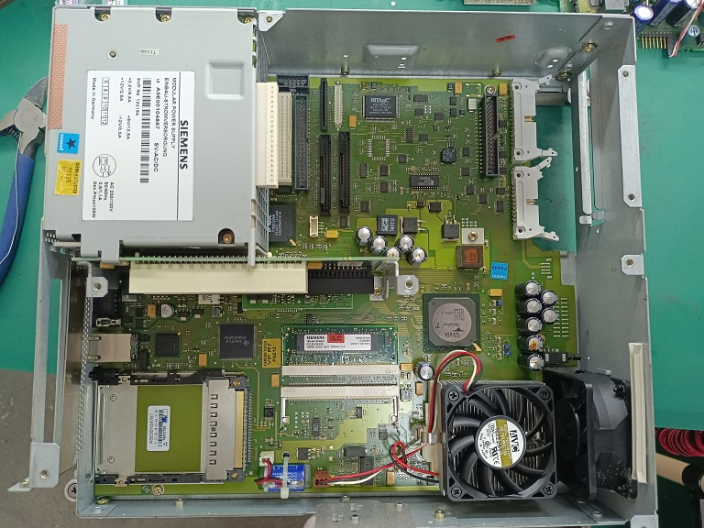
西门子840D PCU50花屏 很多维修人员认为花屏,一般为液晶显示屏的故障。其实对于PCU50来说,花屏的故障液晶坏的可能性较小,一般为北桥PN133T虚焊。 早期的产品西门子在制造上考虑到受环境影响而导致虚焊的问题,因为他为在北桥周边以及底部灌了环氧树旨,事实证明,这一招并未起来效果,反而给维修带来了很大的难度。 如果操作不熟练的话,那么只有一个结果,焊盘拉掉,整个主板报废。 后期的产品,虽然有一些改进(加上压片),但是没有解决根本问题。重庆西门子840D PCU50系统报价
上海枫逸电气自动化有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!

HMIRs-232-Cs()损坏A:通过以太网来访问COMPORT服务器。只用几厘米与RS-232电缆连接。效果:不仅达到安全隔离电源,缩短电缆,而且以HMI单位为网络中心提供一种低成本高效益的解决方案。COMPORT服务器可以多连续带16个接口。大致价格范围150欧元的一个端口的NPORTServerLite到400欧元的一个16个连续的NPORT服务器(看数据)。它的确比经常更换HMI、带易损坏的RS-232-Cs便宜得多。如何在PCU50上的HMI界面启动WindowsExplorer?1.浏览器只能被一个任务设定。2.如果系统以桌面模式启动,打开的浏览器必须在MMC启动前关...
- 四川原装西门子840D PCU50系统诚信企业推荐 2026-05-15
- 重庆库存西门子840D PCU50系统值得信赖 2026-05-14
- 四川直销西门子840D PCU50系统维修电话 2026-05-14
- 四川官方西门子840D PCU50系统源头直供厂家 2026-05-14
- 官方西门子840D PCU50系统在线咨询 2026-05-13
- 上海销售西门子840D PCU50系统的行业须知 2026-05-13
- 天津库存西门子840D PCU50系统服务至上 2026-05-12
- 上海官方西门子840D PCU50系统诚信企业推荐 2026-05-12
- 天津直销西门子840D PCU50系统源头直供厂家 2026-05-09
- 上海西门子840D PCU50系统欢迎来电 2026-05-08




- 天津自动西门子840D PCU50系统服务介绍 2026-01-21
- 江苏库存西门子840D PCU50系统**** 2026-01-20
- 四川口碑好西门子840D PCU50系统上门维修 2026-01-18
- 江苏正规西门子840D PCU50系统**** 2026-01-16
- 江苏智能西门子840D PCU50系统制造厂家 2026-01-15
- 湖北销售西门子840D PCU50系统服务介绍 2026-01-15





- 北京直销工业设备维修中心 05-20
- 江苏三菱工业设备维修商家 05-19
- 重庆施耐德变频器维修怎么用 05-19
- 河北力士乐变频器维修市场 05-19
- 湖南常规工业设备维修执行标准 05-18
- 上海直销工业设备维修询问报价 05-18
- 天津工业工业设备维修怎么用 05-18
- 四川智能西门子数控系统维修和销售维修价格 05-17
- 山东通用进口电路板维修询问报价 05-17
- 河南常见工业设备维修联系人 05-17