- 品牌
- 新芝阿弗斯
- 型号
- HL25-220,L2-2,H25-20,H25-30
- 产地
- 浙江宁波
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 碳钢喷塑,不锈钢
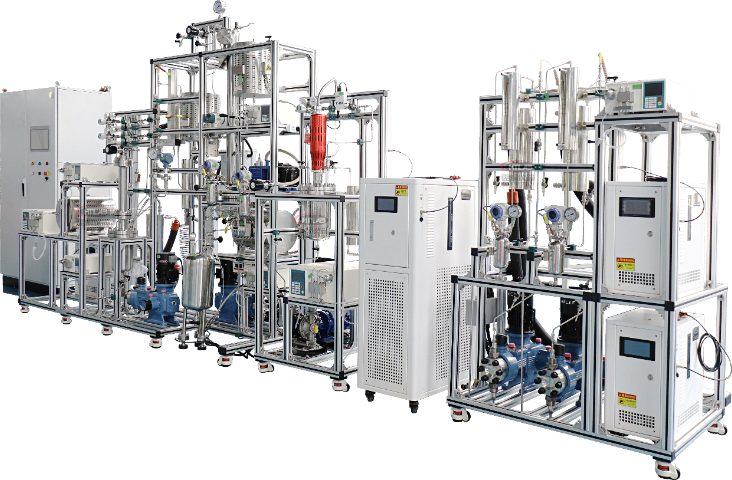
高低温一体机循环器在实验室精密温控领域展现很好的性能,采用双压缩机复叠制冷技术,实现-80℃至+300℃超宽温度范围控制。其专利设计的板式换热器使热交换效率提升40%,在锂电池电解液研发中,可精细维持反应釜内±0.1℃的恒温环境达72小时。设备配置双重过滤系统,有效阻隔循环介质中的颗粒物,避免微通道反应器堵塞问题。智能功率调节模块根据负载动态调整输出,相比传统机型节能30%,特别适用于需要长时间连续运行的催化剂评价实验。整机通过IP55防护认证,可在湿度90%的实验环境中稳定运行,为新材料开发提供可靠保障。制药级循环器配备在线灭菌模块,确保冻干工艺中生物制品的无菌环境。衢州大型高低温循环器
循环器
针对特殊应用场景,高低温循环器具备环境耐受性。在高原地区(海拔4000米以上),设备通过气压补偿系统确保制冷效率不受影响;在高湿度环境中,防潮涂层与密封设计避免电路腐蚀。其宽电压输入(100-240V)支持全球范围内使用,适应不同国家电网标准。可选配防爆型机型,满足石油化工等领域的防爆要求,通过ATEX、IECEx等国际认证。温度均匀性是衡量设备性能的关键指标。通过优化循环泵流量(可达150L/min)与换热器结构,设备在工作槽内实现±0.3℃的温度均匀性。对于外接夹套系统,采用动态流量补偿技术,确保远端温度与设定值偏差小于±0.5℃。特殊设计的导流板可消除局部涡流,避免介质分层,尤其适用于需要严格均温的实验(如PCR基因扩增、芯片热沉测试)。福州工业加热循环器防爆循环器通过IECEx认证,为化工车间构建本质安全屏障。

在锂离子电池负极材料石墨化工艺中,高温碳化炉循环系统采用多温区单独控温技术,实现1200℃工况下±5℃的炉膛温度均匀性。设备主要由等静压石墨发热体与多层莫来石隔热层构成,配合氮气保护系统将氧含量稳定在<50ppm,避免材料氧化导致的容量衰减。创新性余热回收模块通过热管技术将800℃烟气热量转化为干燥区预热能源,综合热效率达78%。某负极材料头部企业应用数据显示,石墨化度从93%提升至98%,材料比容量增加至360mAh/g,吨产品电耗降低1200kWh。系统配备智能清焦装置,利用压力波动监测预测炉壁积碳厚度,使维护周期从30天延长至90天。此外,远程监控平台可实时追踪12个工艺参数,自动生成能效优化建议,助力企业达成碳中和目标。
密闭式防爆循环器专为化工行业危险环境设计,获得ATEXZone1和IECEx双重认证。设备采用全焊接不锈钢316L腔体,配备磁力耦合传动泵,彻底杜绝易燃易爆介质泄漏风险。在硝化反应工艺中,其双回路控温系统可同时处理反应釜夹套与内盘管的热量交换,将反应温度稳定在65℃±0.5℃范围内。创新性的压力补偿装置使系统在2MPa工作压力下仍保持流量稳定,配合三重安全联锁机制(温度超限报警、压力异常停机、惰性气体自动置换),为甲类车间的连续化生产建立安全保障体系。设备标配MODBUS通讯协议,可无缝接入DCS控制系统实现远程监控。食品级不锈钢循环器通过3A认证,保障乳制品生产线零污染。

在化工聚合反应工艺中,高温循环器采用双螺旋盘管设计,以316L不锈钢材质打造的反应釜夹套循环系统,可承受25MPa高压环境。设备通过PID算法将反应温度稳定在180°C±0.3°C,配合动态压力补偿模块,有效避免乙烯单体聚合过程中的爆聚风险。磁力驱动泵实现零泄漏运行,防爆配置满足ATEXZone1标准,配备的三重安全联锁(温度/压力/流量)系统,确保连续72小时生产稳定性。经某石化企业实测,该设备使聚乙烯生产效率提升22%,残次率降低至0.03%。全封闭循环系统在350℃高温下无油雾挥发,保障制药车间洁净度。南京大型加热循环器
实验室精密循环器实现0.01℃温控精度,助力科研数据精确采集!衢州大型高低温循环器
循环器的维护与保养是确保其长期稳定运行的关键。宁波新芝阿弗斯的循环器设计考虑了便捷的维护需求,其关键部件如泵、加热器和制冷组件等都采用了模块化设计,方便拆卸和更换。用户可以定期对设备进行检查,包括清洁循环介质过滤器、检查密封垫的磨损情况以及检测电气连接的牢固性等。通过遵循厂家推荐的维护计划,用户能够有效延长设备的使用寿命,减少突发故障带来的生产中断。某化工企业通过实施严格的维护计划,其循环器的平均无故障运行时间延长了约30%,设备的维护成本降低了约20%,显著提高了生产运营的经济性和可靠性。衢州大型高低温循环器
- 珠海密闭式高低温循环器 2026-06-19
- 济南化工加热循环器 2026-06-18
- 厦门工业高低温一体机循环器 2026-06-17
- 天津密闭式高低温一体机循环器 2026-06-03
- 高校实验室制冷循环器厂家 2026-06-01
- 重庆防爆加热循环器 2026-06-01
- 武汉大型制冷循环器 2026-05-29
- 长春实验室加热循环器 2026-05-27
- 沈阳工业制冷循环器 2026-05-25
- 郑州防爆高低温循环器 2026-05-25
- 沈阳实验室加热循环器 2026-05-25
- 舟山工业高低温一体机循环器 2026-05-22