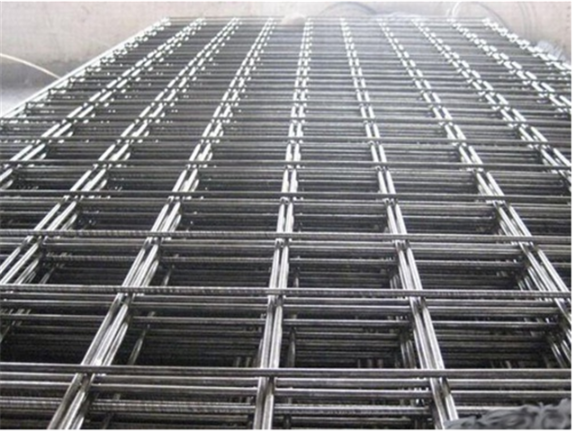
试验方法:1、检验项目,每批焊接网的检验项目,取样方法和试验方法应符合表1的规定。2、拉伸试验,焊接网的拉伸试验应按GB/T33365的规定进行。焊接网钢筋较大力总延伸率除采用GB/T33365的有关试验方法外,也可按相应产品标准规定的试验方法。3、重量偏差,对重量偏差典型试样进行重量及长度测量后,计算重量偏差。数值修约与判定,检验结果的数值修约与判定按YB/T081的规定。在混凝土构件中,当钢筋焊接网片的长度和宽度不够时,按照一定规范和要求,将两张钢筋网片相互重叠或镶入而形成的连接即为钢筋焊接网搭接,该种接法主要适用直径较小的钢筋连接。我国市场对钢筋网需求潜力很大。福建屋面抗裂钢筋焊接网片
钢筋焊接网发展前景:1、 钢筋施工走焊接网道路是世界钢筋工业发展的潮流。2、钢筋网这种新型配筋形式,特别适用于大面积混凝土工程。3、 我国冷拔带肋钢筋、热轧III级钢筋普遍、快速的推广应用为焊接网发展提供良好的物质基础。焊接网产品标准及使用规程的正式施行,对于提高产品质量、加速推广应用起到了积极作用。4、我国市场对钢筋网需求潜力很大。5、钢筋网在审美上令人喜爱。6、我国是世界钢材大国。7、钢筋网在国内的发展已经具备了软、硬条件。上海镀锌钢筋焊接网片焊接钢筋网的生产能力,冷轧带肋钢筋80年代末在国内开始生产。

带肋钢筋网,产品名称: 带肋钢筋网;伸长率δ10≧8%;性能:抗拉强度Σb≧360Mpa;设计强度Y≥360Mpa;表面形状:网状;供货状态:按要求或施工情况分片打包;节省钢筋用量:在同体积混泥土结构中,与普通I级钢筋相比。冷轧钢筋及焊接网的设计强度值从210Mpa提高到360Mpa,因而钢筋用量可相对减少30%以上。另外,由于是工程自动化生产线制作,钢筋网的损耗微乎其微。提高工作效率:使用钢筋焊接网可省去现场钢筋调直、裁剪、逐条摆放等环境,节省工时可达70%以上,较大程度上简化了施工环节,加快了施工进度,缩短了施工周期。
钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层钢筋网时,两层钢筋网之间的间隔距离不应小于60mm。国内发展概况播报编辑生产能力冷轧带肋钢筋80年代末在国内开始生产,10年多来,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。技术规定技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定。

焊接钢筋网的应用:焊接钢筋网在公路水泥混凝土路面工程的应用较常见,钢筋混凝土路面用焊接钢筋网的较小直径及较大间距应符合现行行业标准《公路水泥混凝土路面设计规范》JTG D40的规定。当采用冷轧带肋钢筋时,钢筋直径不应小于8mm、纵向钢筋间距不应大于200mm,横向钢筋间距不应大于300mm。焊接网的纵横向钢筋宜采用相同的直径,钢筋的保护层厚度不应小于50mm.钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。上海镀锌钢筋焊接网片
钢筋网较外边钢筋上的交叉点不得开焊。福建屋面抗裂钢筋焊接网片
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。原材料,冷轧光面钢筋焊接网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,冷轧光面钢筋焊接网按原材料可分为:冷轧带肋冷轧光面钢筋焊接网、冷拔光圆冷轧光面钢筋焊接网、热轧带肋冷轧光面钢筋焊接网,其中冷轧带肋冷轧光面钢筋焊接网应用较普遍。冷轧光面钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧光面钢筋焊接网和定制冷轧光面钢筋焊接网两种。福建屋面抗裂钢筋焊接网片