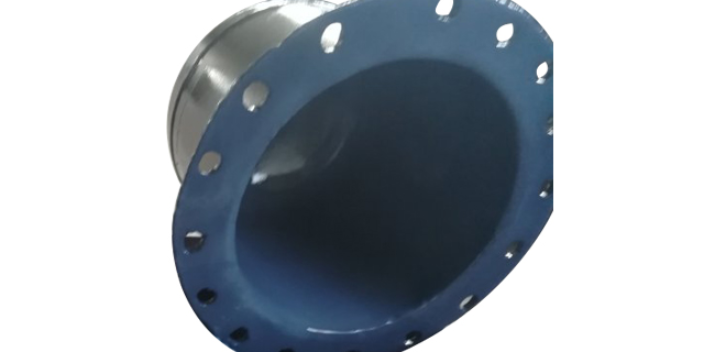
现代管材的选择对自身性能的需求越来越高,其中衬四氟管道就是热门之一,因为其在使用时为了减少磨损和提升性能通常需要使用合适的垫片密封,所以垫片密封的安装就需要进行详细的检测来保证不出问题。1、衬四氟管道垫片加载系统—应能提供规定的垫片预紧应力,试验过程中垫片载荷的波动应小于规定值的5%,并能控制恒定的加载、卸载速度。2、介质给定系统—应能提供规定的试验介质压力,试验过程中介质压力波动应小于规定值的。3、衬四氟管道测漏系统—测漏采用状态方程法。在垫片外侧、上下法兰面问设置一个密闭的环形测漏空腔,测漏空腔的初始容积V。及容积变化修正系数K,应经严格标定,测漏系统分辨率应不低于10cm3,系统误差应不大于。4、机架—支撑。5、试验衬四氟管道法兰—采用刚性模拟平面法兰,法兰厚度t,与法兰直径D,之比为tf/D。≥l/3,法兰材料的强度吼≥500MPa(50、98kgf2);密封面硬度不小于HRC40;密封面表面粗糙度R盘应在5~10tzm之间(相当于妙)衬四氟管道垫片密封的安装是有明确规定和标准的,我们在检测时要确保按照正确的方式来对垫片内部的各个参数进行合适的检查和测试来看其是否达到合格标准,这样才能够确保检测后的管道能够正常使用。淄博松尚复合材料有限公司坚持“顾客至上,合作共赢”。天津碳钢衬四氟搅拌桨

现在越来越多的商家逐渐采用衬胶管道等相关产品,衬胶管道抗腐蚀性强经用,能够更好地维护管道不被腐蚀,为越来越多的人所承受。衬胶管道的介绍:衬胶管道是一种外部以钢或许硬质结构为管道骨架,以耐磨、防腐、耐温等功能优异的橡胶做为面料层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备。衬胶管道的工作原理:运用橡胶的“以柔克刚”,处理首要以耐磨功能为主的管道面料,以橡胶的耐腐蚀性和耐高温性很高的对运送管路起到维护作用。通过橡胶本身物理和化学功能从而下降了管路运送介质对外部结构的作用如冲击力、腐蚀等,使管道具有度、高耐磨、高防腐和耐高温等功能,延长了管路的使用寿命,下降的使用者的本钱。宁夏化工衬四氟设备哪家好淄博松尚复合材料有限公司得到市场的一致认可。

聚四氟乙烯(PTFE)-钠萘溶液处理粘接法:钠萘溶液处理含氟材料,主要是通过腐蚀液与PTFE塑料发生化学反应,扯掉材料表面上的部分氟原子,这样就在表面上留下了碳化层和某些极性基团。钠萘溶液处理含氟材料,主要是通过腐蚀液与PTFE塑料发生化学反应,扯掉材料表面上的部分氟原子,这样就在表面上留下了碳化层和某些极性基团。红外光谱表明,表面引入羟基、羰基和不饱和键等极性基团,这些基团能使表面能增大,接触角变小,润湿性提高,由难粘变为可粘。这是目前研究的所有方法中效果较好,也是比较常用的方法。一般用钠萘四氢呋喃作为腐蚀液。处理粘接步骤如下:(1)处理液配制:将一定量的金属钠加入到四氢呋喃与萘的溶液中,其中金属钠的质量分数控制在3%~5%,在室温下搅拌约2h,直至溶液颜色呈现深褐色或黑色即可;(2)将待处理的PTFE工件浸入到该溶液中约5~10min,取出再用溶液浸泡3~5min;(3)从溶液中取出工件,用清水漂洗干净后置于阴暗处自然干燥;(4)选择环氧树脂、有机硅或聚氨酯做粘合剂,均匀涂于处理过的待粘接表面并立即粘接,于24~30℃下静置24h后即可粘接牢靠。
选择什么样的衬四氟搅拌,需要根据企业的产品决定,您可以把具体要求提供给我们,我们为您提出意见,以及具体的设备类型。衬四氟搅拌具有良好的搅拌性能,工作效率高,机械强度高,能够长期使用,要想将其性能发挥的淋漓尽致,就要了解清楚影响使用寿命的因素有哪些。①相同材质的衬四氟搅拌的衬塑层做得越厚,使用寿命就越长。②安装方式的影响。如果用法兰连接法兰对法兰之间用软连接。③使用的环境。衬四氟搅拌不要直接在太阳下照射。④内部介质。看衬四氟搅拌内部搅拌装的是什么液体。衬四氟搅拌既能当做储罐,还是一种理想的搅拌设备,上述几点是除了设备本身质量,影响使用寿命的因素,希望可以对您有帮助。淄博松尚复合材料有限公司多方位满足不同层次的消费需求。

现代管道通常为了提升自身属性会通过内衬四氟料的方式来实现,但是这种方式需要确保设备和内部衬四氟的贴合足够严密,而传统工艺难以实现,这通常需要我们采用滚塑的方式来进行衬四氟管道贴合。衬四氟管道的生产工艺是滚塑,即旋转成型、浇铸旋转成型。是一种热塑性塑料中空成型方法。该方法是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型而成制品。淄博松尚复合材料有限公司提供更经济的解决方案。浙江耐负压衬四氟软连接生产厂家
淄博松尚复合材料有限公司全体员工真诚为您服务。天津碳钢衬四氟搅拌桨
衬四氟管道是如何制作而成的呢?1.将无缝钢管按实际尺寸下料,将钢管与焊环进行焊接,环内可采用手工氩弧焊,焊接中出现的飞溅用锉刀处理干净,且将角焊缝磨成圆角,不得有尖刃;2.在钢管端部钻一个小的孔,作好明显标记,不得堵塞;此孔用来排出加热时钢管与四氟乙烯管间的残气,并在试压时用来调查四氟乙烯管是不是损坏漏气。钢管在施衬前应进行预拼装。拼装时接口处要加恰当厚度的石棉巴金垫,以便施衬后契合总的尺度需求。对拼装后的无缝钢管要进行喷砂处置,以铲除内壁铁锈,再用压缩空气将管内腔吹扫洁净;3.将四氟乙烯管插入钢管内;若是有些四氟乙烯管不圆而插不进时,应选用热水、蒸汽或中频加热炉等对四氟乙烯管加热,加热的温度不超越100℃。将四氟乙烯管堵截时要思考翻边的长度。通常在焊环面以上留出35-40一长度。翻边前要先在四氟乙烯管上套一个石棉巴金垫片。分两步进行四氟乙烯管的翻边,步先翻成喇叭口,这次翻边所用的胎具是锥形的铸铝件;4.翻边时,用氧一乙炔焰加热胎具;用半导体外表式温度计丈量胎具温度。胎具温度不行过高,温度操控在260℃-280℃之间。翻边时将加热好的锥形胎具渐渐下压,当胎具压到焊环边际时就不要再压了,这时要用水来冷却。天津碳钢衬四氟搅拌桨