高分子异形件的包装和运输有特殊要求,精密件需采用防静电包装袋,避免静电损坏;大型件需用木质托盘固定,并用泡沫缓冲垫填充间隙,防止运输过程中碰撞变形。储存时需远离热源和化学溶剂,温度保持在 10-30℃,相对湿度 50%-70%。 行业标准为高分子异形件的生产提供规范,GB/T 1040 规定了拉伸性能测试方法,HG/T 2580 对橡胶异形件的尺寸公差作出要求,国际市场还需符合 ISO、ASTM 等标准。企业需建立标准化生产体系,通过第三方认证提升市场竞争力。这批定制异形件的尺寸公差控制在±0.05mm以内。安徽耐磨型高分子异形件厂家直销

高分子异形件市场呈现多维度竞争格局,头部企业凭借规模化生产占据 30% 以上的市场份额,通过整合上下游资源,将原材料采购成本压低 10%-15%,在标准化产品领域以价格优势挤压中小厂商生存空间。而中小型企业则聚焦细分领域,如医疗级异形件或耐高温特种部件,通过差异化避开正面竞争,形成互补的市场生态。技术技术申请成为市场竞争的重心壁垒,头部企业年均投入销售额的 5%-8% 用于研发,累计持有数百项成型工艺技术申请,尤其在复杂型腔模具设计、材料改性配方等关键领域构建技术申请池。这使得新进入者需支付高额技术申请许可费,或面临研发周期长、投入大的困境,有效阻挡了潜在竞争者的快速扩张。江西高分子异形件价格咨询专业定制高分子异形件,支持PA/UHMWPE/POM等材质,性能稳定,交货快捷!

模具维护是保证生产连续性的基础工作,每次生产批次结束后,技术人员会对模具进行彻底清洗,检查型腔表面的磨损情况,对导柱、顶针等活动部件进行润滑。对于复杂型腔,采用超声波清洗技术去除残留物料,确保下次生产时的成型精度。 针对小批量多品种的生产需求,车间采用柔性制造系统,通过快速换模技术实现不同异形件的生产切换,换模时间控制在 30 分钟以内。智能仓储系统根据生产计划自动调取所需模具和原料,配合 MES 系统实现生产流程的数字化管理,大幅提高生产效率。
全球化布局步伐加快,国内头部企业通过在东南亚、墨西哥设立生产基地,规避贸易壁垒的同时贴近当地市场,海外营收占比逐年提高。2024 年,行业出口额突破 200 亿元,其中 “指示” 沿线国家的出口增长尤为明显,成为海外市场拓展的重点区域。 供应链本地化趋势明显,受国际物流成本上涨和地缘制度影响,下游客户更倾向于选择本地供应商,缩短交货周期并降低供应链风险。这一趋势推动区域化供应链体系建设,使半径 500 公里内的即时配送订单占比提升至 45%,库存周转率提高 20%。从概念到量产,高分子异形件加速产品落地!

高分子异形件的生产工艺需根据材料特性和产品结构灵活选择,重心流程涵盖原料处理、成型加工、后处理及质量检测等环节,以下是常见工艺的详细说明: 原料预处理是生产的基础步骤,首先需对高分子材料进行干燥处理,去除水分以避免成型过程中产生气泡。例如,尼龙材料需在 80-100℃的烘箱中干燥 4-6 小时,含水量控制在 0.1% 以下;而聚四氟乙烯则需在室温下通风干燥,防止高温导致材料降解。干燥后的原料按配方加入抗氧剂、润滑剂等助剂,通过高速混合机搅拌均匀,确保助剂分散度达到 95% 以上。阻燃V0级异形件,通过UL94认证,轨道交通安全标配!江西耐磨型高分子异形件加工定制
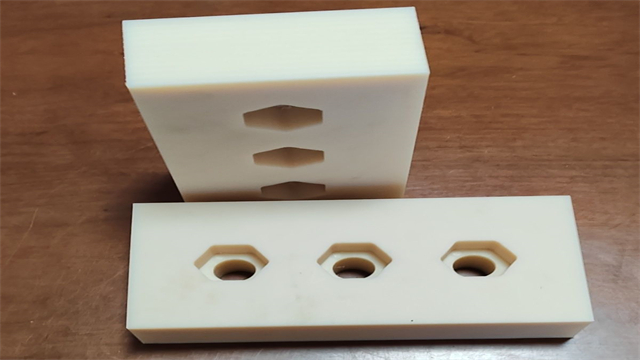
模块化异形件,快速拆装设计,维修效率提升80%!安徽耐磨型高分子异形件厂家直销
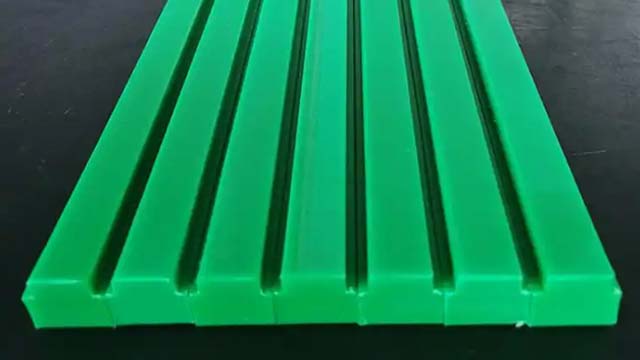
挤出成型则针对长条形或管状异形件的连续生产,原料经挤出机熔融后,通过特殊设计的机头模具挤出成型,立即进入冷水槽冷却定型,牵引机以 0.5-5m/min 的速度匀速牵引,由切割设备按定长截断。对于截面复杂的异形件,机头模具需采用计算机模拟优化流道设计,确保物料在各部位的流速均匀,如带凸缘的异型材需通过调整流道阻力使边缘与主体同步成型,尺寸精度可达 ±0.1mm。 对于超高分子量聚乙烯等难熔材料,常采用烧结成型工艺,将粉末状原料装入模具,在 200-230℃下加热使粉末颗粒表面熔融粘结,同时施加一定压力促进致密化,保温 2-4 小时后缓慢冷却至室温。这种工艺能避免材料高温降解,成型的异形件密度可达 0.94-0.96g/cm³,冲击强度比注塑件提升 20%。安徽耐磨型高分子异形件厂家直销